Planta de hormigón preparado Gedhosa(Grupo Masaveu) en Arteixo-A Coruña.
1.Reflexión previa
Los éxitos en en el mundo de la pavimentación contínua se deben a un sumatorio de acciones y nunca a la casualidad, a la improvisación, a la costumbre y aún menos al libre albedrío.
Estaremos de acuerdo en que el hormigón-concreto participa en gran medida en el éxito o fracaso en la construcción de un pavimento y tener sumo cuidado con su composición, con la elección del fabricante y con su flota de transporte(propia, subcontratada o mixta) con el suministro de entrega idóneo será cuestión fundamental en el devenir de la futura losa.
En las obras de pavimentación que acometamos, debemos siempre contar con proveedores de «máxima confianza», que en el caso del suministro de hormigón-concreto, estos deben pasar de simples proveedores a ser aliados industriales que aporten a nuestros proyectos suficientes garantías garantizando la mejor y más continua producción posible, sin olvidar que esta correcta selección es uno de los asuntos más importantes de un proyecto de pavimentación de alta exigencia.
2.La selección y la metodología de las 6M´s
Como primer punto; sería idóneo poder disponer un grupo solvente de candidatos a suministro hormigón en cada zona para poder seleccionar con criterios objetivos.
El número idóneo si disponemos en la zona de suficientes candidaturas sería de 2/3 candidatos para proyectos pequeños o medianos y de 5 candidatos para proyectos de gran alcance.
Para ello debemos verificar la solvencia empresarial, técnica y humana de estos industriales y ratificar que pueden ofrecer un suministro acorde a las exigencias desde el punto cualitativo, con el mejor y más homogéneo suministro posible, y desde el cuantitativo, con un ritmo de entrega adecuado a la producción del pavimento sin interrupciones o esperas que lo perjudiquen.
Se deben realizan exámenes completos previos a la decisión de contratación que nos garatice un conocimiento sólido sobre las candidaturas y evite en gran medida que cometamos un gran error eligiendo a un candidato a suministro equivocado que luego tengamos que lamentar.
Cualquier método que haga un análisis completo industrial de las candidaturas puede ser idóneo para realizar un exhaustivo examen de los candidatos a suministro.
En Betonia hemos diseñado, implantado y perfeccionado un sistema que hemos denominado 6M´s creando una I.T.G. (Instrucción de Trabajo Interna específica) e implantado hace 9 años con más de 600 candidatos analizados en un total de 200 obras.
Las 6M´s las podemos definir en los siguientes puntos:
1.Materiales
2.Método
3.Maquinaria
4.Mano de Obra
5.Medio Ambiente
6.Mantenimiento
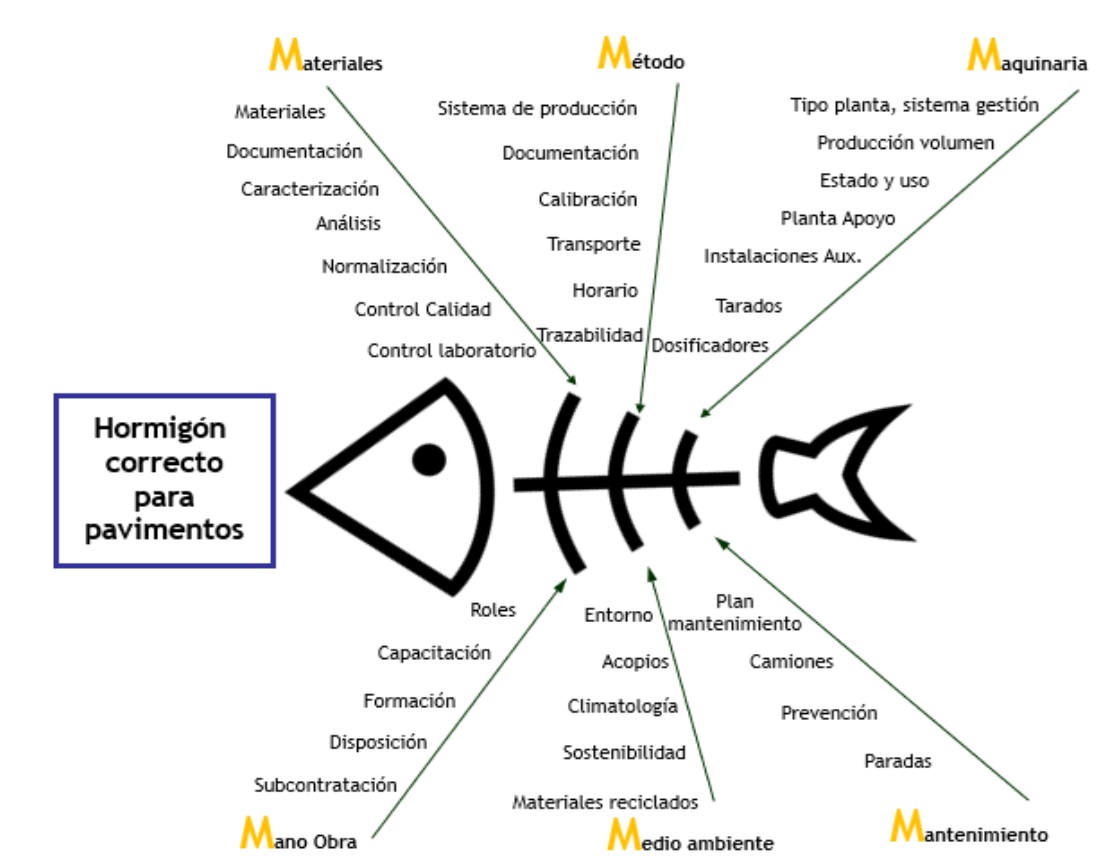
Método de las 6M’s
Estos 6 puntos=6M’s se examinan en un protocolo de auditoría completo y minucioso buscando en todo momento que las candidaturas tengan un verdadero proceso industrializado con una trazabilidad absoluta: antes, durante y después de acabado el suministro, contemplando no solo los procesos productivas y los hábitos con su flota de transporte, sino también su gestión técnica y los procesos de calidad, medioambiente-sostenibilidad, gestión, etc.
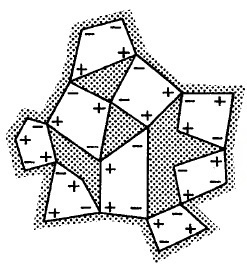
El sistema 6M´s está basado en el diagrama de Ishikawa y como ya hemos mencionado está implantado desde hace una década en más de 200 obras realizadas en las que realiza asistencia tecnica Betonia para la búsqueda, análisis completo, selección y control de candidatos que permite ir más allá de una simple evaluación de los mismos.
Diagrama de Ishikawa
3.Razones para utilizar métodos de selección de fabricantes de hormigón-concreto preparado
Entendemos que haya profesionales que cuestionen este método de selección y escojan su suministrador de hormigon preparado por cuestiones de familiaridad o amistad, por costumbre, costes e incluso por obligación, pero para todos aquellos les planteamos 6 razones claves por las cuales realizar estas auditorías y no dejar la elección a criterios alejados de la cultura industrial:
Razón 1>Debemos verificar la legitimidad del candidato a suministro
Trabajar con candidatos para un suministro de hormigón de pavimentos en un lugar o localización que desconocemos conlleva un alto riesgo de fracaso, por ello realizar un examen exhaustivo con una auditoría “in situ” realizada por profesionales conocedores del medio y acreditados, sin duda minimizará esta incertidumbre.
Es difícil verificar desde la distancia si las afirmaciones de un proveedor son ciertas, especialmente, si nunca se ha hecho un proyecto de hormigón en esa zona y nadie puede estimar la reputación del candidato.
Aún más si está inspección se realiza desde la distancia y falta de encuentro personal mediante el teléfono o videoconferencia, no se sorprenda si cuando realice la obra hay desviaciones; lo raro sería que todo trasnscurra correctamente, tendría más que ver con la suerte que con el acierto y el único responsable de los problemas que surjan será áquel que contrata con este método.
Si no existiera asociados de Anefhopen la zona se recomienda también consultar a la red de contactos profesionales, laboratorios zonales, etc. que nos informen, que nos detallen puntualmente los puntos fuertes y débiles de cada candidato para obtener información concisa de su despliegue empresarial e industrial, así como su capacidad real.
Otro punto que se debe evaluar y ratificar es el interés real que tiene el candidato al suministro con las exigencias, demandas y necesidades específicas marcadas en una lista de puntos de exigencia, denominados Protocolo de Suministro o Lista de Control que bien puede ser el denominado 6M’s.
Tenemos que ser conscientes que habrá candidatos que no están acostumbrados a exigencias por parte de sus clientes y que querrán marcar las pautas obviando que el hormigón-concreto para pavimentos se trata de una especialización y un conjunto de medidas exigentes que muchos candidatos no están dispuestos ni a entender ni afrontar, o quizás simplemente no puedan cumplir, ya que su política empresarial y mercado se centra en hormigones-concretos convencionales y por mucho interés que el proyecto despierte, habrá que verificar con rotundidad que están dispuestos y verdaderamente interesados en realizarlo con garantías de éxito.
Siempre debemos recordar el dicho de “Vale más el que quiere que el que puede” y en la fabricación de hormigón preparado no existe mejor máxima, no se fie de que el candidato disponga de la Certificación RD 163/(Instrucción Técnica para la realización del control de producción de los hormigones fabricados en central) es de obligatorio cumplimiento y toda planta de hormigón preparado debe disponerlo y tampoco se fie de una buena campaña de marketing sostenida por folletos o catálogos que poco pueden tener que ver con la realidad, analice, investigue y ratifique que eso que ahí prometen se transforma en realidades.
Tengamos en cuenta que, como técnicos de hormigones, debemos defender a aquellos industriales que cada día realizan su trabajo con métodos, recursos, disposición, formación, ilusión, empuje, inversión continua y con la motivación de satisfacer a sus clientes con su catálogo de hormigones convencionales y especiales estando en todo momento a las novedades que vayan saliendo para innovar cada día y no quedarse rezagados en un mundo altamente competitivo y que trasncurre por épocas ciclícas en las cuales existirán momentos de mínima actividad y ellos tendrán que seguir manteniendo su actividad y disposición activa a suministros sin cejar en calidad o recursos con valentía, arrojo y mucho sacrificio.
Estos valientes representan el 80% de los industriales de hormigón preparado y deben cada día rivalizar en desigualdad de oportunidades con otros allegados al sector que no siguen más pautas que las de la cuenta de resultados, realizando una competencia desleal y un mal continuo al sector.
Razón 2>Constatar y confirmar la experiencia del proveedor con lafabricación del hormigón preparado
Una auditoría 6M´s permite verificar con bastante exactitud si el candidato tiene la capacidad de producir el hormigón con las características que necesitamos, si está bajo un sistema de control de calidad y si ha ejecutado y está capacitado para realizar obras de hormigones-concretos para pavimentos de alcance similares.
Razón 3>Comprobar la capacidad y organización de la producción
Una evaluación del proveedor en profundidad confirmará si un candidato puede, efectivamente, cumplir con los plazos de entrega de producción y el ritmo de suministro exigidas que hayamos fijado inicialmente sin interrupciones en el abastecimiento en obra.
Debemos comprobar fehacientemente las siguientes cuestiones:
Las Instalaciones Industriales del candidato
↪Comprobar la capacidad de almacenamiento tanto en suministros continuos de sus proveedores de arenas, agregados, cementos, aditivos, etc., su capacidad de acopios, la capacidad de suficiencia en tolvas, algo que puede afectar en gran medida a la calidad y productividad del suministro.
↪Vigilar que no exista posibilidades de contaminaciones o errores de descarga de bañeras de sus proveedores de materiales o en la acción de carga de las tolvas con el aporte o transporte por palas, cintas, skips, cazos o similares a las tolvas equivocadas.
↪Supervisión de los aportes de agua, con cercioración de que la que se aporta será siempre de la naturaleza original al igual que supervisar la báscula de agua que no existan «posibles contaminantes» con aditivos
↪Cerciorarse de que el candidato cuenta con los suficientes y resolutivos recursos humanos con capacidad de respuesta certera en cualquier situación. Debemos tener claro quién toma las decisiones y resuelve los problemas, y, lo más importante, con quién se debe hablar para todas las fases de comunicación necesarias: las negociaciones, las solicitudes técnicas, las productivas, las logísticas, las comerciales, etc.
↪No olvidemos conocer el rol de cada profesional para no confundir en ningún momento las comunicaciones y evitar confusiones inoportunas.
↪Solicitar el Plan de Calibración-Tarados internos y externos y asegurar que son verdaderos, incluso realizando o supervisando un tarado interno
El método de Producción del hormigón-concreto preparado del candidato
↪Comprobar y cerciorarse de los horarios y disposición del personal productivo y de transporte evitando que haya paradas de suministro inesperadas.
↪Ratificar que toda la documentación de los materiales, recursos técnicos y tecnológicos industriales se corresponden a lo que reflejan la documentación enviada previamente por el Departamento Técnico de su empresa.
↪Verificar la disposición del personal de la planta para participar en la producción de hormigones especiales en los cuales haya que dosificar manualmente o supervisar dosificaciones automáticas de aditivos, adiciones o fibras.
↪Evaluar los métodos de control del agua nominal y medición diaria de las humedades de los materiales así como asegurar que disponen de control de trazabilidad en todas sus materias primas
↪Inspeccionar las zonas habilitadas para control del hormigón en las salidas con el correspondiente lavado de los camiones antes de la salida a obra
↪Supervisar el sistema de control central de la fabricación verificando si cumple el RD/163 2019 y si este dispone de posibilidad de extracción de datos de partes de carga en formatos digitales
↪Comprobar la limpieza de las instalaciones y del entorno
La Flota de transporte
La flota de transporte puede ser propia, externa mediante contratación particular a autónomos o a empresas de transporte especiales de hormigón, e incluso mixta al combinar las dos o cubrir parte de la totalidad.
Tengamos en cuenta de que nada nos valdrá disponer de un Diseño y Composición excelente y de una Producción efectiva y acorde a este si en el transporte se genera desviaciones que perjudiquen o deterioren el suministro.
Para ello combiene tener en cuenta todos estos puntos respecto a la flota de transporte.
↪Hay que dimensionar la flota de transporte a la productividad necesaria, con la cadencia y velocidad de vertido en m3/h que necesite la producción del pavimento.
↪Esta flota a su vez puede cambiar tanto de conductores como de camiones en la rueda de suministro y debemos tener claro los posibles cambios que pudieran afectar la productividad del pavimento.
↪Es fundamental explicar a cada conductor el método de carga, ajuste y lavado, salidas, transporte, vertido en obra, lavado de camiones y vuelta a planta para nueva carga. Debemos hacer que no solo entiendan las acciones y le método sino que sean cómplices y lo lleven a cabo avisando de cualquier desviación.
↪Deberíamos verificar en épocas de altos gradientes la posibilidad de suministro nocturno e incluso de madrugada para evitar las exposiciones solares que puedan aumentar la problemática del calor de hidratación alto en la masa.
↪No olvidemos Medir, cronometar y evaluar la distancia y el tiempo medio de llegada desde planta a la obra en diferentes horarios,teniendo en cuenta posibles atascos, obras o horas puntas que perjudiquen o retrasen el trayecto, así como poder contar con una segunda planta de apoyo auxiliar reserva por días altos de producción, paradas o por avería en la planta principal son cuestiones clave para evitar problemas logísticos.
Razón 4>Verificar el sistema de gestión de calidad industrialdel candidato a suministro
La parte de gestión de calidad de la auditoría de fábrica confirma que el candidato cuenta con los procesos necesarios en sus instalaciones para garantizar la calidad de su producto final. En la auditoría se comprueba si podrá optar a la candidatura y su cumplirá las especificaciones estándares recogidas en el Protocolo de Exigencias de suministro que se entrega.
Por supuesto comprobar que toda la maquinaria está en condiciones adecuadas, está calibrada-tarada, y los camiones-hormigonera pueden transportar y entregar el hormigón fabricado en circunstancias eficientes y homogéneas.
Se debe solicitar, recabar, y evaluar toda la documentación de los materiales (fichas técnicas, análisis de estos, certificados, etc.), así como carácter fabril: tarados, calibrados, etc. Con esto comprobaremos que este candidato cumple los requisitos planteados en las normativas vigentes.
Razón 5>Verificar la reputación empresarial y fabril del candidato
Para no llevarse sorpresas y con el fin de asegurar una relación empresarial e industrial correcta del suministro a lo largo de toda la obra, debemos conocer fehacientemente la situación empresarial y la reputación de cada candidato ya que un proyecto de alto calado exige implicación, responsabilidades económicas y fabriles que algunos candidatos pueden no estar en condiciones de afrontar u ofrecer, aunque no lo manifiesten.
Un desconocimiento de la situación real puede generar situaciones caóticas inesperadas durante el suministro que hay que intentar evitar previamente.
No entraremos en situaciones de pactos, negociaciones entre grupos o comarcas de trabajo que en algunas zonas existen rumores que los hay de manera secreta y tapada, esos casos en nuestra opinión pertenecen a la leyenda negra del mundo de la construcción, pero sí que existen pautas o formas de actuar típicas de cada zona y que deben venir especificadas de antemano en las condiciones generales de venta del suministrador.
Se aconseja investigar en cada ocasión las costumbres comerciales existentes ya que podemos encontrarnos con desconciertos en el plano logístico, horarios productivos, etc.
Razón 6>Solicitar materiales para los ensayos de caracterización de hormigón en laboratorio previa a la decisión de elección del candidato elegido para realizar el contraste de verificación y el Diseño+Caracterización de la receta propuesta para pavimentos de hormigón
Si no se ensaya los materiales y no se realiza un estudio minucioso del Diseño y Composición de la receta adecuada estaremos errando de manera grave.
Cada obra es diferente e incluso en cada época la misma obra, con los mismos materiales y la misma planta de hormigón será diferente.
Por ello, siempre debemos ensayar y contrastar los materiales con las características ofrecidas en la documentación supervisando cada una de ellas y verificando si son correctas o pueden crear problemáticas diversas que pueden ser escogidas. El ensayo incluso debe realizarse aunque ya hayamos caracterizado esos materiales anteriormente, teniendo en cuenta que los materiales, sobre todo los pétreos, suelen tener oscilaciones y horquillas de caracterización permisibles que pueden afectar a nuestro objetivo.
Se trata de testar en laboratorio los materiales que aporte el candidato y que utiliza en sus producciones de hormigones que quizás necesiten modificaciones o cambios diversos para adecuarlos a las necesidades que tiene un hormigón para pavimentos.
Se testan a fondo, caracterizando los materiales y el hormigón arrojando una receta propuesta que sirva para que el candidato pueda disponer de idoneidad o quede descartado, así como disponer de un hormigón-concreto objetivo acorde a las exigencias que marque el proyecto de pavimentación.
No caiga en el error de utilizar recetas genéricas ya que estas solo se sostienen en el papel y en la realidad se comportarán con seguridad de manera diferente pudiendo generar fracasos desde el inicio de la obra por no tener en cuenta detalles claves, por no conocer el desempeño del hormigón-concreto, u obviar incluso las necesidades productivas del pavimento o las prestaciones determinadas y exigidas a la futura losa.
Compartir conocimientodesde Betonia
Este conocimiento que aquí compartimos es parte del Programa hacía el conocimiento activo y la industria de la construcción 4.0 que hemos iniciado hace una serie de años con varias series de actividades formativas, ponencias, jornadas técnicas-prácticas, publicaciones, proyectos etc. trasladando parte de nuestro conocimiento con el fin de singularizar, dignificar, reconocer y destacar los pavimentos de hormigón como unidad específica dentro del mundo de la construcción industrializada.
Nos ha costado mucho esfuerzo, tiempo y multitud de errores solventados, siempre con método empírico, para llegar a disponer de esta experiencia que ahora compartimos, siendo conscientes de que no es más que una pequeña parte del «verdadero conocimiento».
Aquellos que deseen copiar, usurpar o adquirir sin merecimiento deber tener claro que los conocimientos ‘se adquieren, se trabajan y se perfeccionan de manera propia mediante mucho trabajo, vencer barreras y superarse cada día.
Hacer un pequeño pavimento plano es relativamente fácil, pero hacerlo a gran escala, manteniendo la regularidad del suelo durante miles y miles de metros cuadrados, es un desafío matemático y de ejecución, tanto en la teoría como en la práctica.
Hoy en día la técnica y los recursos con maquinarias adecuadas y capacitación de los profesionales permiten sin duda mayores niveles de planimetría en los pavimentos, no obstante, cabe señalar que no por realizar pavimentos con máquinas extendedoras guiadas por láser, espolvoreadoras motorizadas o máquinas pulidoras-fratasadoras, tendremos aseguramiento de media-alta planimetría.
Obtener niveles altos de planimetría corresponde a un ejercicio de combinación de múltiples factores y coordinación de los profesionales que al igual que lo hace una «Orquesta Sinfónica» interpretando sinfonías donde hay simbiosis entre varios conjuntos de instrumentos y actuaciones de solistas virtuosos que actúan como un organismo único para el deleite de los asistentes. En el caso de la construcción de un pavimento se hacen generando producciones similares a la industria moderna utilizando los medios técnicos, tecnológicos y humanos necesarios, supervisando, monitorizando y vigilando todos los procesos productivos para obtener esos niveles de excelencia. En ese ejército de profesionales no hay egos, no hay protagonismos donde todo y todos son imprescindibles, sin dejar ningún detalle a la improvisación o libre alberdrío, existiendo mucho trabajo, sacrificio, perseverancia y actuación conjunta sincronizada.
Desconfíe de aquellos constructores de pavimentos que no dispongan de estos medios, de una metodología y experiencia probada, de la maquinaria, de los sistemas de construcción y de un equipo «propio» no subcontratado lo suficientemente preparado en capacitación y número de profesionales para atender la producción de un área de pavimento con holgura en todos sus procesos productivos.
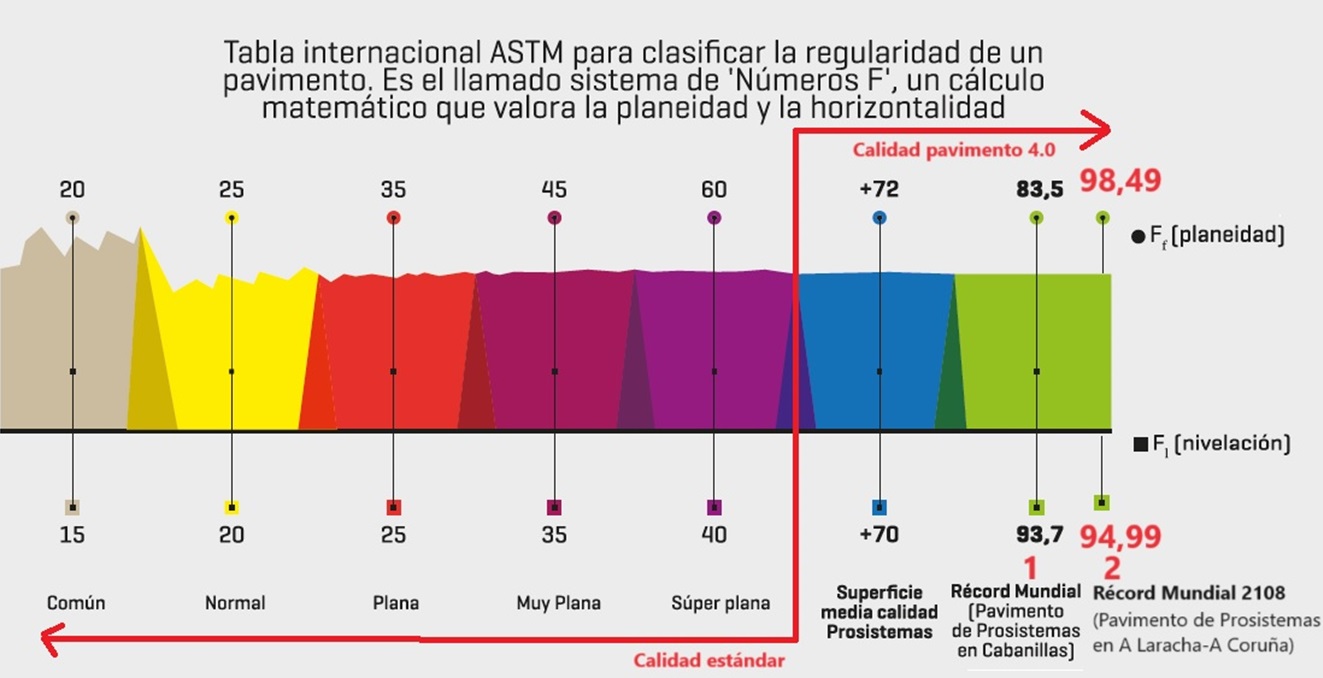
En Europasolo hay una empresa que haya logrado el récord de Planimetría mundial se trata de Prosistemas(O Porriño, Pontevedra, Galicia-España) con la construcciónen el 2108 de los pavimentos en el Almacén de Telas de A Laracha Inditex de 125.000 m2 donde se batió el récord del mundo de planimetría Golden Trowel Awards by Face Consultants with World Record FL & Total con FF 98,7 y Fl 95,2.
Niveles de planimetria donde se reflejan los niveles medios que obtiene Prosistemas en sus obras y los grandes promedios obtenidos en dos récords mundiales conseguidos.
He escuchado, he visto publicaciones y me han llegado muchos «cantos de sirenas» de obtenciones de niveles de planimetría en pavimentos que denominan altos y la realidad es que esos niveles medios apenas superan la categoría súperplana con Ff 60 y Fl 40 qué sin duda ya son buenos niveles, pero que distan de los niveles de la verdadera «alta planimetría» con niveles superiores a 70 en Ff y Fl.
Hay que recordar que los niveles medios-altos solo sirven para tráficos aletorios y no tráficos dirigidos como pueden ser las exigencias actuales de los almacenes robotizados con estanterías a gran altura que requieren de niveles
En mi caso, como «Óscar Candás», he tenido el placer, el gusto y el honor de trabajar como compañero, con los profesionales de Prosistemas desde hace casi una década verificando todos sus sistemas productivos, sus medios y sus metodologías, el cariño, empeño y dedicación que disponen para cualquier tipo de obra.
Esos niveles de excelencia lo buscan desde el inicio con un cuidado diseño, pasando con la preparación metódica de la obra, la construcción de la obra sin escatimar medios ni personal, hasta la puesta en servicio haciendo que esos estándares de «la única empresa mundial que es capaz de lograr estos niveles de calidad en planimetría, no se cumplan por casualidad, sino por rigor, empeño y objetivo.
He podido supervisar las mediciones de planimetría en sus obras y también medirlas personalmente, incluso inmediatamente después de la producción ratificando que los niveles medios en amplias áreas de «gran panel» se cumplen y además a medida que la obra avanza se superan ratificando su compromiso por la mejora continua.
Es un ejemplo de excelencia y su secreto pasa por el equipo de personas que lo componen, desde la Dirección y Gerencia, pasando por el equipo de Ingeniería, los profesionales en las obras en todas sus funciones y categorías, los que se dedican a la supervisión y vigilancia, los equipos dedicados a los tratamientos posteriores, restauración y reparación e incluso el personal de oficinas, administración, almacén y transporte… todos son un ejemplo de perfección y a los cuales va dirigido este artículo.
2.Concepto de regularidad superficial
El concepto de regularidad superficial de un pavimento se asocia al grado de planicidad y la nivelación de la superficie del mismo; siendo la planicidad, la característica que establece el grado de acercamiento de un pavimento a una superficie plana; y la nivelación, la característica que establece el grado de horizontalidad de la superficie del pavimento.
En este sentido, un suelo plano es aquel que se encuentra libre de bultos, ondulaciones, socavones, irregularidades, etc.; y un pavimento nivelado es un pavimento horizontal, siendo un pavimento desnivelado, un pavimento con pendientes y rampas. Ambas propiedades son independientes, de modo que planicidad no implica nivelación ni, recíprocamente, nivelación implica planeidad.
En cualquier caso, la regularidad superficial es una propiedad del pavimento ya terminado que tiene una incidencia directa en el servicio que se otorga a los usuarios y que está muy relacionado con los equipos de transporte y carga que se utilizan sobre los pavimentos. Cuanto mayor sea la altura en que se debe almacenar la carga, mayor relevancia toman la regularidad superficial y planicidad del pavimento. No obstante, hay que tener en cuenta que una superficie perfectamente plana no se puede conseguir y que los costes de ejecución aumentan a medida que se requieren mejores terminaciones superficiales, como sucede, por ejemplo, en pavimentos planos o súper planos.
En este sentido, la regularidad superficial es un tema que ha cobrado gran importancia en los últimos años a raíz tanto del desarrollo de nuevos sistemas de almacenaje como de la aparición de maquinaria y vehículos de gran altura que requieren unas condiciones superficiales muy exigentes por razones de estabilidad.
En línea con lo anterior, a la hora de definir o especificar la regularidad superficial de un pavimento es necesario tener en cuenta si éste va a estar sometido a un tráfico de trayectoria conocida o desconocida. En el primer caso, será posible obtener perfiles detallados de la superficie sobre la que vayan a circular los vehículos, alcanzándose un conocimiento de la regularidad superficial al poderse obtener datos precisos a lo largo de direcciones conocidas. En el segundo caso, no es posible conocer cuáles serán los movimientos de los vehículos, por lo que habrá que trabajar con parámetros estadísticos, extrapolando los resultados obtenidos en puntos o líneas de la superficie a todo el pavimento, siendo necesario, además, establecer unas tolerancias distintas.
2.1 Sistemas de medición de regularidad superficial en pavimentos
En cualquier caso, existen ciertos factores sobre los que pueden actuarse durante la ejecución del pavimento para mejorar la regularidad superficial del mismo, como son el combado de las losas, la anchura de hormigonado, la colocación de los encofrados y los métodos de acabado. Una vez ya ejecutado el pavimento (o parte de él, si se realizan mediciones por secciones según va a avanzando la obra, existen tres métodos principales para medir la regularidad superficial de un pavimento, los cuales se recogen en la siguiente tabla:
SISTEMAS DE MEDIDA DE LA REGULARIDAD SUPERFICIAL
SISTEMA
DEFINICIÓN
CARACTERÍSTICAS
SISTEMA DE NÚMEROS F
Este método se describe en la norma ASTM E 1155 y resulta especialmente apropiado para pavimentos con tráficos de trayectorias indeterminadas. Utiliza dos números para definir la regularidad superficial: Número FF: número de la planicidad, representa la curvatura del pavimento sobre una distancia horizontal de 600 mm Número FL: el número de la nivelación, basado en la pendiente del pavimento a lo largo de una distancia de 3 metros.
El rango habitual en el que se encuentran los números F está comprendido entre 10 y 100, siendo este número mayor cuanto mejor sea la regularidad superficial del pavimento. La norma ACI 117 tiene una tabla que recoge los valores límites de los números F para distintos tipos de pavimentos. Con este método se pueden ir obteniendo resultados parciales a medida que se construye el pavimento. No se puede aplicar a las juntas de construcción. Este método no se puede aplicar a las juntas de construcción. De hecho, la norma ASTM E 1155 establece que no deben realizarse medidas a una distancia inferior a 600 mm de las mismas.
SISTEMA DE LA CONCRETE SOCIETY – TR34
Este método se describe en el TR34y es de aplicación para pavimentos con tráficos de trayectoria definida. La regularidad superficial en este método se define a través de tres parámetros: Nivelación longitudinal: diferencia de altura entre dos puntos situados a una distancia de 300 mm en la dirección del tráfico. Planicidad: diferencia de las pendientes definidas por tres puntos consecutivos en la dirección del tráfico. Coincide con el concepto de curvatura definido para los números F. Nivelación transversal: diferencia de altura existente entre las rodadas externas de los vehículos, medida en sentido transversal a la dirección del tráfico. Su valor depende de la separación entre ruedas.
TR34 establece una serie de tolerancias para los parámetros expuesto en función del tipo de pavimento. Las categorías de pavimentos engloban las tres siguientes: Las categorías de pavimentos engloban las tres siguientes: Pavimentos superplanos: para pasillos muy estrechos en almacenes con separaciones mínimas entre carretillas y estanterías. Pavimentos de categoría 1: pasillos estrechos de almacenes con una altura de almacenamiento de 8 a 13 metros. Pavimentos de categoría 2: para pasillos estrechos de almacenes con una altura de almacenamiento inferior a 8 metros y vehículos guiados de baja capacidad de elevación.
SISTEMA DE MEDIDA CON REGLA
El sistema se basa en utilizar la regla como referencia, midiendo las irregularidades existentes bajo la misma, lo que permite obtener una tolerancia de planicidad. Se utiliza una regla de longitud dada, generalmente de 3 m, nivelada, rodante o directamente apoyada sobre el soporte. Se pueden obtener equivalencias entre los valores obtenidos con este método y los números F. En este sentido, el manual sobre pavimentos industriales de IECA incluye una tabla que recoge algunas equivalencias aproximadas entre irregularidades medidas con regla de 3 metros y el sistema de números F.
La utilización de las medidas con regla tiene dos inconvenientes: 1.mide únicamente la amplitud de la irregularidad, pero no su longitud de onda, que tiene una importante incidencia en la circulación a velocidades elevadas; y no está sujeta a un ensayo normalizado en el que se establezcan con qué tipo de regla deben hacerse las medidas, dónde deben efectuarse las medidas, cuántas medidas se deben hacer o cuántos errores se permiten.
DIN ALEMANAS 18202 Y 18185 – NORMAS POR REGLA
Estas normas alemanas se basan en la medida con reglas. En el caso de la DIN 18202, pesada para tráfico aleatorios, las medidas se hacen en las tolerancias, en mm, que quedan entre una regla de 0.1, 1, 4, 10 y 15 metros y el firme. Esta tolerancia es diferente en función del tipo de pavimento: hormigones de base, de poca utilidad, normales y de mayores exigencias. Por su parte, la DIN 18185, para tráfico guiado establece desniveles máximos en transversal y longitudinal, y diferencia el pavimento en dos tipos: altura de elevación de más o de menos de 6 metros.
Existe amplia ambigüedad y escasa precisión con este método de estos conceptos. Son normas con muchas carencias.
Sistemas de medición de regularidad superficial en pavimentos
2.2 Sistemas de medición de regularidad superficial según el tráfico
Así mismo según sea el tráfico rodado futuro que vaya a soportar el pavimento tendremos sistemas de medición más adecuados o habrá algunos que no sean idóneos para definir los niveles de planimetría del mismo:
Tráfico aleatorio
Generalmente, las normas de medición para validar este tipo de exigencias se basan en medir aleatoriamente un determinado número de metros lineales del firme realizado. A grandes rasgos, tenemos 3 normas a las que se puede hacer referencia en las especificaciones de un pavimento de tráfico aleatorio:
DIN 18202(Alemania): Sus tolerancias son diferentes en función del tipo de pavimento: -Pavimentos subase, -Pavimentos de poca o escasa utilidad -Pavimentos de escasa o nula exigencia Existe amplia ambigüedad y escasa precisión con este método.
ASTM 1155(USA): Los Ff (Face Flatness), que miden desniveles en tomas de 1 pie (o 30cms en su versión métrica),nos arrojan un valor que define la ondulación del pavimento, y los Fl (Face Levelness), que nos da diferencias en tomas de 3 metros. su horizontalidad. Esta norma tiene dos grandes ventajas: Por un lado, la medición teniendo en cuenta todas las líneas sacadas en un mismo vertido, y al mismo tiempo teniendo en cuenta todas las piedras de edificio, permitiendo cierta tolerancia a tener zonas mejores y peores, sin perder de vista un valor mínimo necesario en función, sobretodo, de la altura de almacenamiento. Por otro lado, la clasificación de los tipos de pavimento (Corriente, normal, plano, muy plano o superplano) viene ligada al valor FF/FL que se pretende obtener, siendo así mucho más objetiva. Además, la medición se realiza con un aparato de precisión debidamente calibrado para las tomas de 30cms llamado dipstick.
TR34(UK): Esta norma tiene mucha similitud con la anterior, con varios matices: El parámetro FF es llamado propiedad F (Flatness), y el segundo propiedad E (Elevación). También se establece una clasificación por tipo de pavimentos llamados por las siglas FM (Free Movement) FM1, FM2, FM3 y FM4, cada uno con sus tolerancias. Las grandes diferencias son que hay ciertos valores que deben cumplir el 100% de los puntos, y que la intensidad de la medición es más fuerte, dificultando el cumplimiento por parte del que ejecuta el pavimento.
Sistemas de medición de regularidad superficial en pavimentos con tráfico aleatorio
Tráfico guiado
Cada norma anteriormente descrita, tiene su homóloga para tráfico guiado, centrándose más en los valores obtenidos en las líneas que pisan efectivamente las ruedas de la maquinaria de elevación
DIN 151858(Alemania) Establece desniveles máximos en transversal y longitudinal, y diferencia el pavimento en 2 tipos: Altura de elevación de más o de menos de 6 metros. Al igual que en su versión de tráfico guiado, es una norma con muchas carencias.
ASTM 1155(USA) Establece un número llamado Fmin, que define unas tolerancias en las líneas de rodadura de un pasillo en función de la distancia entre ruedas de la máquina elevadora y de la altura del almacenamiento. Estas medidas se toman con un perfilógrafo, un carro que simula la posición de las ruedas y establece una gráfica de perfil muy precisa.
TR34(UK): Al igual que la ASTM 1155, define tolerancias para una clasificación por tipo de pavimentos llamados por las siglas DM (Defined Movement) DM1, DM2 y DM3, de forma parecida a la ASTM 1155.
Sistemas de medición de regularidad superficial en pavimentos con tráfico guiado
Tengamos en cuenta que una desviación de mm en la superficie de un pavimento significa desviaciones en altura de varios centímetros a alturas de +12 m con el riesgo que eso conlleva.
La tabla siguiente Face Consultants LTD muestra la inclinación estática «S» de una carretilla elevadora suponiendo que el mástil es rígido.
Debido a las tolerancias de ingeniería en el mástil y a la fuerza dinámica cuando la carretilla está en movimiento, esto podría aumentar la inclinación estática hasta 3 veces la cifra mostrada pudiendo aumentar la inclinación estática hasta 3 veces la cifra mostrada.
La distancia entre ejes de las ruedas de carga de la carretilla elevadora es de 1,2 metros.
2.3 Equipos de medición de la regularidad superficial en pavimentos
Por otra parte, cabe señalar que para realizar todas estas medidas relativas a la regularidad superficial se necesitan una serie de equipos. Los más habituales se recogen en la tabla siguiente:
EQUIPOS DE MEDIDA DE LA REGULARIDAD SUPERFICIAL
INCLINÓMETRO
Mide la inclinación o pendiente mediante la diferencia de nivel existente entre dos puntos separados una distancia conocida. Se consiguen precisiones de ± 0,10 mm. Estos equipos aportan las medidas necesarias para efectuar los cálculos necesarios para determinar los números F.
REGLA
Su uso está muy extendido, aunque a pesar de ello no existen normas que especifiquen las condiciones exigibles a las mismas para medir la regularidad superficial. En cualquier caso, como norma general, Las reglas deben tener un canto suficiente (> 150 mm) para evitar que se produzca una flecha excesiva y debe asegurarse que no existan deformaciones o pérdidas de alineación.
NIVEL ÓPTICO
Con este equipo pueden calcularse los diferentes números F, aunque en ocasiones es posible que no tengan la suficiente precisión.
PERFILÓGRAFO
Equipo de medida rodante capaz de registrar, de forma continua, el desnivel entre sus ruedas, cuya separación puede ajustarse de manera que representen la distancia entre ruedas de cualquier vehículo industrial. Estos equipos están especialmente indicados para pasillos con tráficos definidos cuando se conocen las carretillas que circularán por ellos. La precisión de este equipo depende de la distancia entre ruedas sensoras. Para separaciones del orden de 2 metros la precisión que puede alcanzarse es de ± 0,1 mm.
SCANER 3D
Es un equipo muy novedoso que está comenzando a usarse, cada vez más ampliamente, en el mundo de los pavimentos, debido a su amplísima utilidad. Con el escaneado 3D se capturan los datos de la forma del pavimento, creando una nube de puntos a partir de muestras geométricas en la superficie del mismo, proporcionando así la distancia a todos esos puntos. Con ello se pueden detectar desviaciones en la planimetría, fisuras, defectos puntuales, etc., o bien ser empleados como apoyo a algún método de los descritos, como por ejemplo para medir números F.
Métodos de medición de planimetría
3.Consejos para conseguir los mejores niveles de planimetría
Cada obra por sus características es diferente y tiene su especial idiosincracía que debemos tratar de manera específica y nunca de forma genérica, no obstante existen una serie de medidas que deben tomarse para obtenerse los mejores niveles de regularidad posible.
1.Ni una empresa de pavimentos «no preparada o no adecuada» para estos niveles de exigencias y tampoco una propiedad que no sea exigente al respecto deben focalizar sus objetivos en niveles de planimetría alguna. Ni los primeros lograrán estos, ni los segundos pueden exigir los mismos.
2.Debe haber un diseño y dimensionamiento de la losa previo específico adecuando el mismo a los requerimientos estructurales y uso demandados por la propiedad. El equipo de diseño debe conocer las posibilidades del equipo de producción de pavimentos ya que nadie puede exigir construcciones de pavimentos de este nivel de calidad con producciones maxivas o carentes de lógica. 3.Debe haber coordinación y entendimiento entre todos los actores participantes en el diseño, ejecución, control, vigilancia, construcción en todo momento en comunicación continua realizando acciones preventivas y/o correctivas según la evolución y alcance de la obra.
4.Es fundamental una selección correcta de un productor de hormigón que debe estar en todo momento preparado capaz de suministrar con alta homogeneidad y perfecta cadencia suministros sin interrupciones durante toda la jornada de suministro.
5.Punto clave es preparar previamente un diseño y caracterización de un hormigón con los mejores materiales posibles, una composición con un esqueleto robusto, una reología y prestaciones adecuadas para el desempeño productivo, una homogeneidad en el suministro sin cambio de recetas o materias primas.
6.Los hormigones que no dispongan de armados metálicos dobles dispondrán en periodos medios de tiempo de posibles elevaciones de bordes, con lo que las mediciones de planimetría irán evolucionando gradualmente en el tiempo hacía pérdidas de niveles de planimetría que no deben ser sorpresivos. También hay que tener en cuenta la migración superficial de fibras que sin duda perjudicarán los niveles de regularidad superficial.
7.Siempre debemos disponer de un control y vigilancia exhaustiva del nivel del agua nominal y de las consistencias con disciplina férrea y personal coordinado no permitiendo adiciones extras de agua fuera del objetivo.
8.Procurar una vigilancia exhaustiva del suministro del hormigón con personal específico en las salidas, en las llegadas y en la evolución de la producción del pavimento.
9.Concertar una vigilancia coordinada por todo el prsonal en el vertido, colocación extendido y vibrado del hormigón, prestando especial atención a la colocación y nivelado por medios láser guiados del hormigón-concreto.
10.Es imprescindible una aplicación en fresco por espolvoreo de una capa de rodadura industrial adecuada en una dotación «recomendada» que tenga la capacidad de hidratación y retención de agua correcta y que su disposición en la superficie fresca del pavimento se realice de forma homogénea sin remontes ni acumulaciones.
11.Exigir una producción adecuada de las fases de talochado-pulido-afinado con la maquinaria-herramientas, los medios técnicos y humanos adecuados asegurando un aplanamiento inicial, una intersección efectiva entre la capa de rodadura y el hormigón. Estas fases deben realizarse con los tiempos precisos y no deben acelerarse ni tampoco ralentizarse.
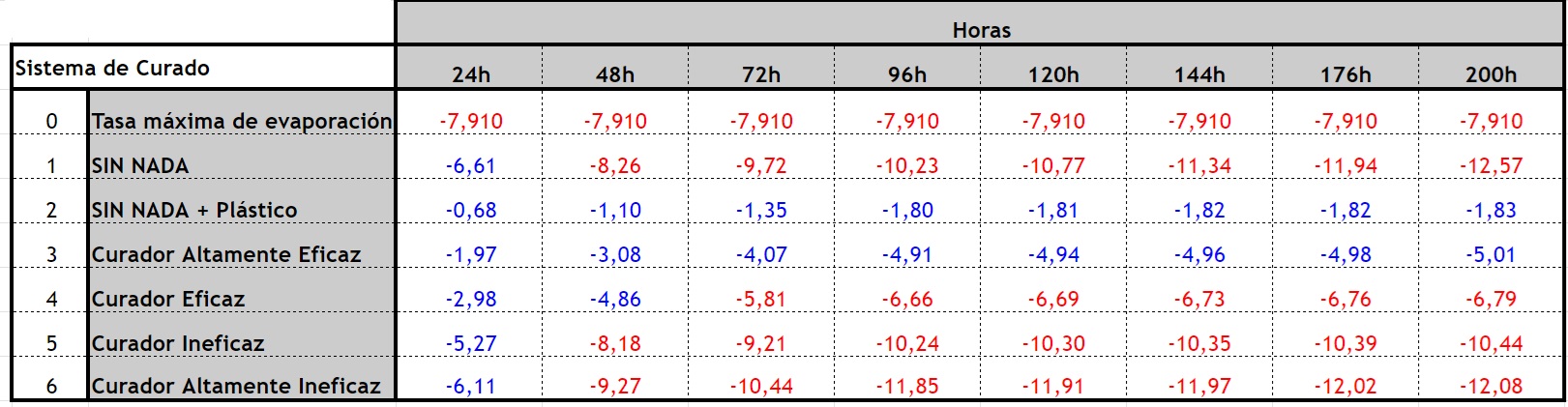
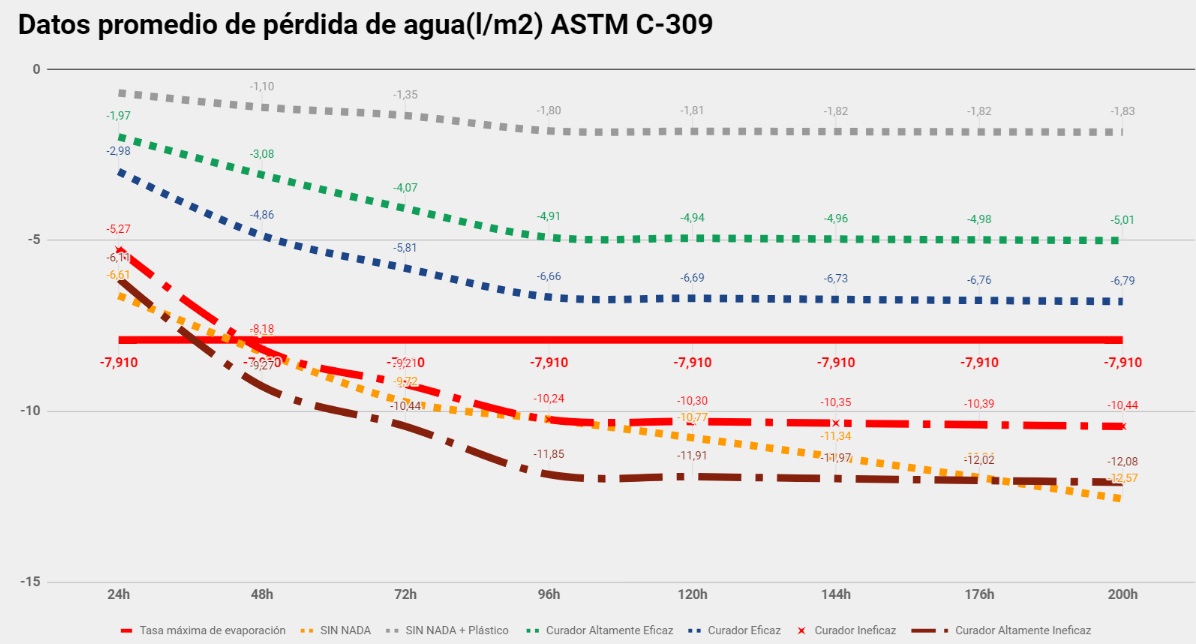
12.No olvidar nunca realizar un curado adecuado según ASTM C-309 teniendo especial cuidado con que no haya rápidas tasas de evaporación de agua.
Este conocimiento que aquí compartimos es parte del Programa hacía el conocimiento activo y la industria de la construcción 4.0 que hemos iniciado hace una serie de años con varias series de actividades formativas, ponencias, jornadas técnicas-prácticas, publicaciones, proyectos etc. trasladando parte de nuestro conocimiento con el fin de singularizar, dignificar, reconocer y destacar los pavimentos de hormigón como unidad específica dentro del mundo de la construcción industrializada.
Nos ha costado mucho esfuerzo, tiempo y multitud de errores solventados, siempre con método empírico, para llegar a disponer de esta experiencia que ahora compartimos, siendo conscientes de que no es más que una pequeña parte del «verdadero conocimiento».
Aquellos que deseen copiar, usurpar o adquirir sin merecimiento deber tener claro que los conocimientos ‘se adquieren, se trabajan y se perfeccionan de manera propia mediante mucho trabajo, vencer barreras y superarse cada día.
Uno de los puntos de vista clave en la fase de diseño previo de un hormigón-concreto para pavimentos es conocer el medio y el entorno donde tendrá que transformarse en conglomerado sólido.
Por muy buen diseño, producción y aplicación que realicemos, si las condiciones meteorológicas del entorno son adversas con total seguridad dispondremos de problemas que pueden dar al traste con nuestro objetivo.
Para ello aconsejamos estudiar previamente y de manera minuciosa los siguientes puntos:
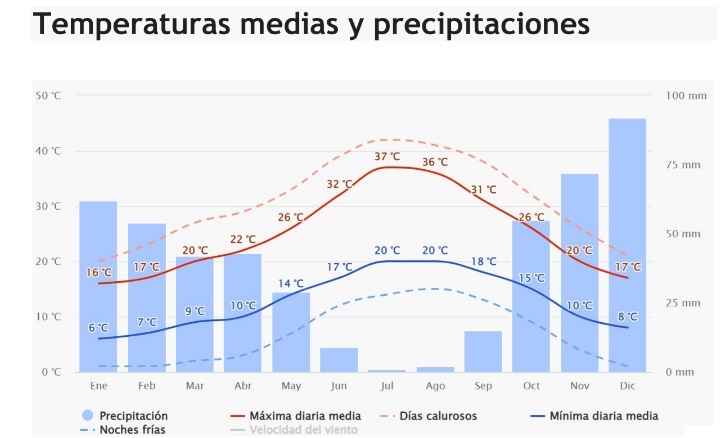
Realizar un estudio climatológico minucioso del entorno donde el hormigón-concreto vaya a depositarse, ser trabajado, fraguar, curar y endurecer con los objetivos característicos escogidos.
Dicho estudio debe comprender un histórico de los últimos cinco años con registros de fuentes fidedignas y basadas en registros de organismos acreditados, como puede ser en España la AEMET(Agencia Española de Meteorología) www.aemet.es y así mismo consultar en las mismas la previsión del tiempo para las fechas del trabajo a realizar unos días antes y durante el periodo de tiempo que transcurra.
Diferenciar si es un trabajo a realizar en un exterior con una exposición total de la climatología, o si se trata de un trabajo a realizar en un interior donde las condiciones climatológicas no tendrán tanta influencia.
El hormigón-concreto no tendrá que diseñarse exclusivamente para la climatología que vayamos a tener en los días previstos para el trabajo, sino que debemos tener también en cuenta que ha de ser diseñado primordialmente para depositarse, ser trabajado, fraguar, endurecer y curar en el entorno donde vaya a ser depositado.
Las diferencias entre diseñar un hormigón-concreto que vaya a ser trabajado en un ambiente exterior o interior deben ser tenidas en cuenta ya que la exposición del hormigón será diferente afectando directamente en su fase fresca: reología,trabajabilidad, mantenimiento de la misma, evolución del fraguado, retención de agua, hidratación de los endurecedores superficiales y en su fase endurecida: cambio de volumen, curado y evaporación del agua, resistencias mecánicas, durabilidad, etc.
Tengamos en cuenta que, si el continente está aislado térmicamente, como son las naves logísticas e industriales actuales con paneles que confinan y recluyen el interior, tendremos sin lugar a duda un colchón, tanto para temperaturas invernales como veraniegas, siendo toda una ayuda para condiciones extremas.
En este caso debemos calcular el tiempo y la influencia que tendrá al estar sometido a las temperaturas que marque la climatología durante la fabricación, el transporte a obra y el trasiego al lugar del trabajo, y sí ese periodo de tiempo influirá también en el hormigón-concreto.
Teniendo en cuenta que el tiempo que transcurre desde que se fabrica hasta que llega a obra y se coloca en la mayoría de las ocasiones no superará los 45 minutos, en los cuales, si ese factor externo climatológico le influirán durante ese periodo de tiempo, entonces en el diseño de hormigón debemos tener en cuenta ese periodo para adecuar la consistencia con su debido mantenimiento y la velocidad de fraguado que debe ser pausada o acelerada según requerimientos de obra.
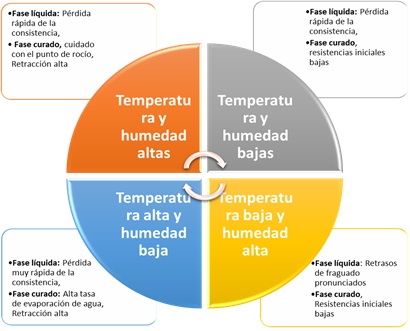
Si se trata de un hormigonado exterior o interior, habrá que tener en cuenta las claras diferencias que esto representa y algunos puntos en común a tener en cuenta:
Hormigonado Interior
Hormigonado Exterior
↪Condiciones de Temperatura media, Humedad ambiental y Punto de Rocío en el continente de manera general y en cada parte del tajo de manera particular
↪Condiciones de Temperatura media, Humedad ambiental y Punto de Rocío, en cada parte del tajo.
↪Cuidado con la entrada de agua por lluvia lateral o por cualquier espacio, con goteras o falta de tapado en cubierta o estructura.
↪Cuidado en zonas de amplia exposición solar o lluvia.
↪Cuidado con la falta de aislamiento y posibilidad de entrada de corrientes puntuales
↪Cuidado en zonas con exposición a corrientes y vientos continuos.
↪Cuidado con exposición solar directa o indirecta, incluyendo luminarias por las que pueda pasar el sol que generarán diferencias de fraguado y color.
↪Cuidado en zonas de sombra con la diferencia de fraguado y tonalidad final.
Condiciones de la subbase
Trasiego o bombeo del hormigón con la posibilidad de que se vea afectado por exposición a agua, frío o sol en esperas de camiones
Distancia a la/s planta/s de hormigón
Método de recepción del hormigón, tiempos de espera y trasiego hasta el tajo de trabajo
Recomendaciones según sea el entorno, las condiciones de la subbase y la distancia a la obra
Diseñar el hormigón-concreto con robustez para aclimatarlo al medio y tener diferentes opciones para diferentes situaciones térmicas, harán que tengamos mayores opciones de no sufrir contratiempos.
En obras largas que duren varias semanas y en climatologías adversas, cambiantes o en la situación que actualmente plantea el cambio climático, hacen que muchas veces suframos que las previsiones cambien sin previo aviso, por lo que el hormigón necesita tener versatilidad y que permita así mismo reaccionar con las mismas características reológicas en diferentes gradientes térmicos.
Consultar la Normativa Código Estructural RD 470/2021 y la UNE EN 206 que definen claramente cómo actuar en casos de temperaturas extremas e implicar a la Dirección de Obra y a la Propiedad en este punto tan crítico.
No dejar de realizar unas previsiones claras de climatología y actualizarlas cada día nos permitirá anticiparnos a desviaciones drásticos.
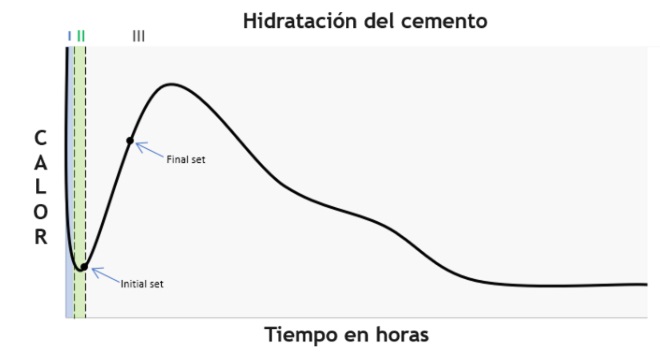
2.Calor de hidratación del cemento según ASTM C-150-41 y su influencia en la masa de un hormigón-concreto
El endurecimiento y fraguado del hormigón son el resultado de procesos químicos y físicos entre el cemento portland y el agua, que se denomina hidratación.
Esta reacción exotérmica ocurre cuando el agua y el cemento reaccionan.
La cantidad de calor producido durante la reacción está relacionada en gran medida con la composición y la finura del cemento.
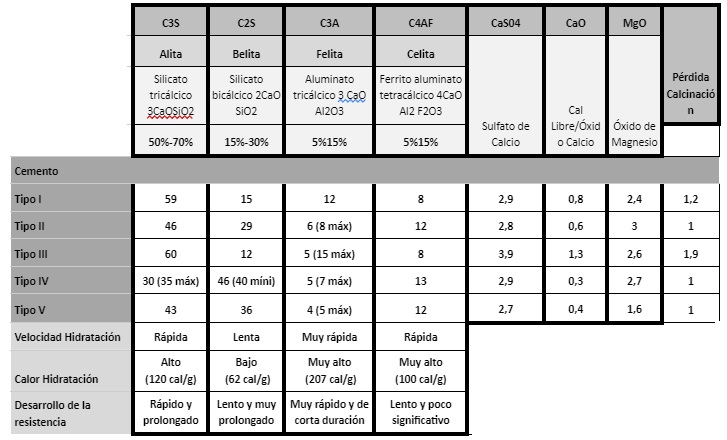
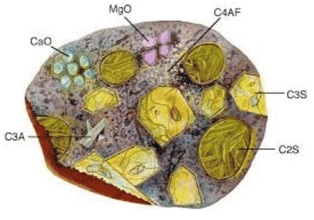
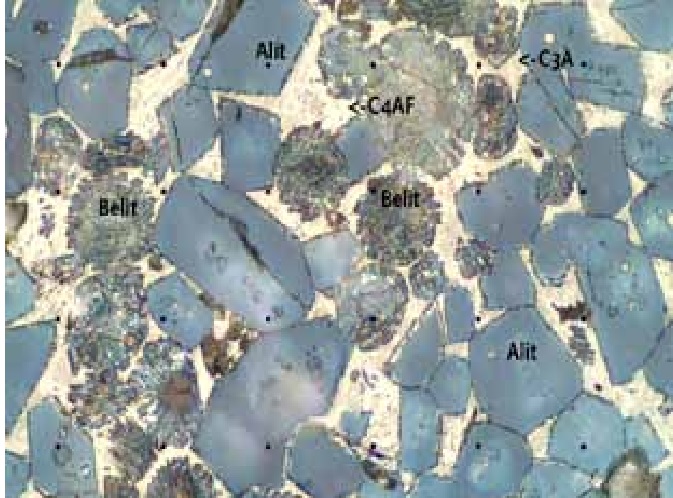
El clinker de cemento Portland contiene 4 compuestos químicos mayoritarios, los minerales del clinker, que son : C3S = silicato tricálcico «Alita», C2S = silicato dicálcico «Belita», C3A = aluminato tricálcico «Celita» y C4AF = ferrita aluminato tetracálcico «Felita» (Estahim fórmula es la composición promedia de una serie de soluciones sólidas entre C6A2F y C6AF2), junto con varios compuestos minoritarios, como MgO, cal libre y sulfatos de álcalis.
Los cementos ricos en Alita y Celita son los que desprenderán las más grandes cantidades de calor
La cantidad de calor desprendida de un cemento durante un periodo determinado está directamente relacionada con su superficie específica. Los cementos que dispongan de fracciones más gruesas necesitarán de meses para llegar al mismo grado de hidratación que ocurre con las fracciones finas. 1.800-2.500 g/cm2 <3.000.
Tengamos en cuenta que la industria cementera dispone de mayores márgenes en este aspecto con una normativa más benevolente a su favor generando que todos los estándares hayan cambiado disponiendo de cementos con mayores niveles de heterogeneidad y fracciones que cambiarán según los procesos productivos… antes molturaciones y cada día más mezclas físicas por lo que deberíamos tener en cuenta que esta superficie específica debería ser muy vigilada procurando una igualdad entre los suministros de cementos recibidos en las plantas e hormigón.
El calor de hidratación en un cemento es, sin duda, un proceso complejo y dinámico, qué no debe descuidarse ya que durante la fase completa se suceden distintas reacciones químicas depende dependiendo no solo de su naturaleza sino de múltiples factores exógenos que en muchas ocasiones serán incontrolables, imprevisibiles e inesperados.
Explicaremos, brevemente, qué reacción se produce en cada momento pero por ser muchas y complejas simplemente las detallaremos:
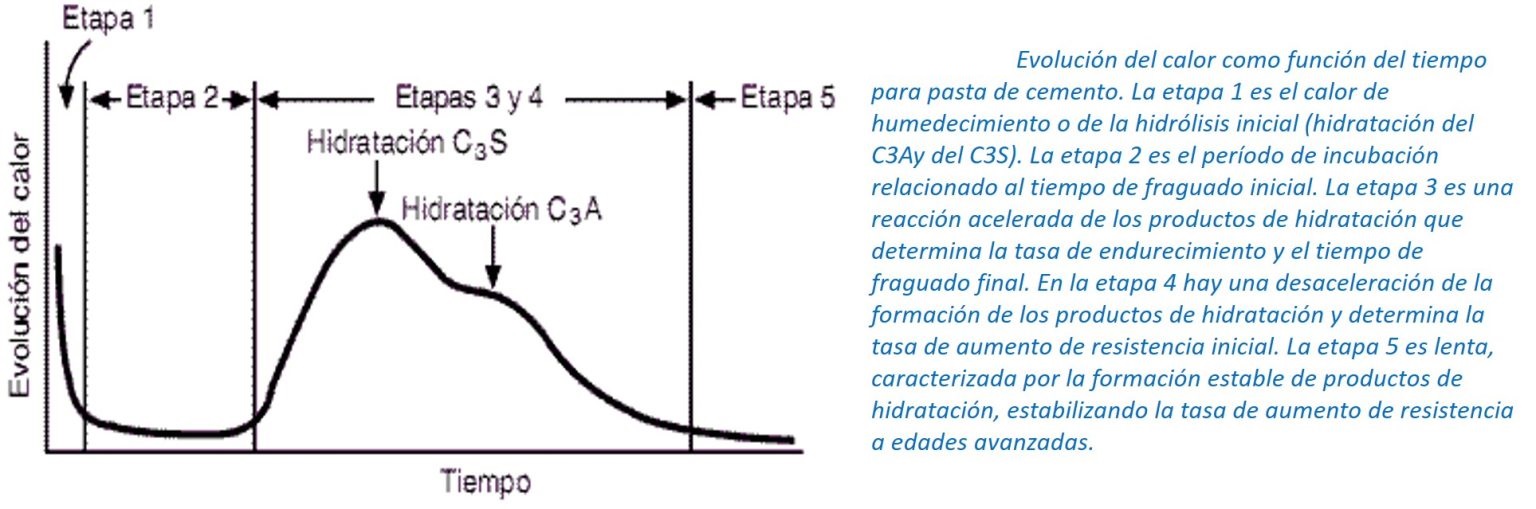
↪Fase I: preinducción
En los primeros minutos, poco después de entrar el agua en contacto con la masa e hidratarla, se produce una rápida disolución de sulfatos y aluminatos. Se hidrata el C3S formándose la etringita(compuesto químico), al reaccionar las fases de aluminato y ferrita con los iones de calcio y sulfato. Es un proceso en el que las temperaturas aumentan rápidamente y se produce un cambio en la composición de la fase líquida. Las fases de silicato (principalmente C3S) también reaccionarán en fracciones muy pequeñas en comparación con su volumen total y formarán una capa muy delgada de hidrato de silicato de calcio (CSH).Aquí se inician las fases reactivas primarias del concreto son las fases de aluminato (C3A y C4AF).
↪Fase II: Período inactivo
El llamado periodo de inducción es aquel que se desarrolla entre las primeras cuatro horas del fraguado. En él disminuye la tasa de hidratación y la de concentración de silicatos pero aumenta la de iones Ca hasta alcanzar un nivel de supersaturación. Se forman también núcleos de CH y C-S-H. Se forman pues los primeros productos de hidratación, que pueden alterar el fraguado y la trabajabilidad. La variación de la temperatura se ralentiza.Durante este período se transporta y vierte, bombea, etc aún fresco. En este momento aún no se ha endurecido y todavía es trabajable (plástico y fluido). Se ha demostrado que la duración del período inactivo varía dependiendo de múltiples factores (tipo de cemento, aditivos, relación agua/cemento, etc.). El final del período inactivo se caracteriza típicamente por el conjunto inicial.
↪Fase III y IV: ganancia de fuerza
En la tercera fase o etapa de aceleración (3-12 h) se produce una rápida reacción química de los silicatos de Ca para formar C-S-H y CH, por lo que disminuye la concentración de calcio. La rápida formación de hidratos provoca un descenso de la porosidad. La masa pasa de un estado gel-plástico a una fase de rigidez en un proceso en el que nuevamente las temperaturas suben rápidamente.El calor generado durante esta fase puede durar varias horas y es causado principalmente por la reacción de los silicatos de calcio (principalmente C3S y, en menor medida, C2S). Dependiendo del tipo de cemento, también es posible observar un tercer pico de calor más bajo a partir de la actividad renovada de C3A.
↪Fase V: estado estacionario o postaceleración
En la última fase o etapa de postaceleración se siguen formando los productos de hidratación CH y C-S-H en un proceso determinado por la difusión, estabilizando su temperatura a la temperatura ambiente. La etringita cristaliza en monosulfato y se produce la polimerización de posibles silicatos. La subida de las temperaturas nuevamente se ralentiza, y, se produce un continuo desarrollo de la resistencia, acompañado por la aparición de adherencia entre la pasta y los agregados. La resistencia y propiedades mecánicas finales, dependen pues de la morfología del sistema hidratado.El proceso de hidratación disminuirá significativamente pero no se detendrá por completo. La hidratación puede continuar durante meses, años o incluso décadas, siempre que haya suficiente agua y silicatos libres para hidratarse. Sin embargo, la ganancia de fuerza será mínima durante este período.
Fases hidratación del cemento
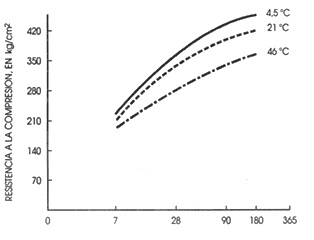
3.Influencia de la temperatura ambiental en el hormigón-concreto
La temperatura ambiental, la de la masa de hormigón-concreto, la resistencia mecánica y por ende la durabilidad están interrelacionadas entre sí.
En este gráfico se observa que la estación en la que se obtiene menor resistencia es con lógica en la veraniega, obteniéndose la mínima media en el mes de junio. Posteriormente a este mínimo tenemos unas recuperaciones más o menos progresivas a pesar de observar algunas temperaturas mayores que la correspondiente al mes de mínima resistencia, lo que nos hace suponer que los productores de concreto ante la obtención de resultados bajos, cambian la dosificación de cemento habitual, por otra mayor que aporte la resistencia especificada teniendo finalmente un costo más elevado.
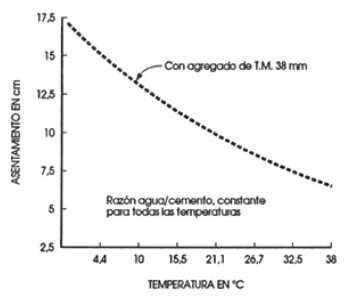
Por otro lado, la temperatura juega un papel muy importante en la trabajabilidad del hormigón-concreto, siendo conocido que bajo condiciones de clima cálido, se requiere una mayor cantidad de agua para una determinada consistencia o revenimiento.
Soroka (1993), basado en datos experimentales indica que un aumento de 10 ºC en la temperatura del hormigón tiene como consecuencia la disminución en el revenimiento inicial de aproximadamente 25 mm; de igual forma, por cada 10 ºC de aumento en la temperatura del concreto, se necesitará aumentar entre 4 a 6 kg/m³ de agua para mantener un mismo revenimiento. El efecto de la temperatura en la demanda de agua es principalmente producido por su efecto en la velocidad de la hidratación del cemento y también en la tasa de evaporación del agua (Neville, 1999), aconsejamos leer nuestro post «El Curado en Pavimentos de hormigón-concreto de Altas Prestaciones y Altas Exigencias»
3.Influencia de la temperatura de los materiales en la temperatura del hormigón
Debemos proponernos analizar todo el proceso de obtención de la estructura terminada, partiendo desde un comienzo con los recaudos a tomar con las materias primas intervinientes en la mezcla, pasando por la preparación del hormigón-concreto y su dosificación, y concluyendo después de transcurrido un tiempo de colocado, ya que las propiedades que hacen del hormigón-concreto un excelente material de construcción, pueden ser adversamente afectadas por el tiempo caluroso, de acuerdo a lo previamente definido.
La teoría básica referente a las propiedades y comportamiento del hormigón-concreto, se aplica generalmente al producto elaborado bajo óptimas condiciones. Los cambios estacionales pueden dar condiciones distintas, razón por la cual deben adoptarse ciertas medidas en el proceso de elaboración para minimizar los efectos adversos.
Resistencia mecánica, impermeabilidad, estabilidad dimensional y la resistencia al desgaste, al uso y al ataque químico, (entre otras propiedades) dependen del apropiado control de los materiales, de la dosificación y mezclado; de las temperaturas iniciales del hormigón y de las condiciones de temperatura y humedad durante el período de colocación y curado.
La temperatura del hormigón-concreto en el momento de la mezcla está influenciada por la temperatura, el calor específico de cada uno de los ingredientes, las cantidades y el calor específico que lleve de cada uno.
Si buscamos ajustar la velocidad del calor de hidratación final de la masa será fundamental conocer esas características para que en invierno no tengamos retrasos de fraguado o en verano aceleramientos de fraguado que deterioren las características finales objetivas.
Posteriormente podemos utilizar herramientas químicas, físicas, mecánicas, etc. que nos ayuden a modificar esa velocidad en la fase inicial de fraguado.
En la guía ACI 306 R se aporta una ecuación que permitirá calcular con bastante aproximación la temperatura inicial del hormigón-concreto, dónde:
T = temperatura final de la mezcla de hormigón
Tc (Temp.Conglomerante) (media cem+expans.+carga)
Ts (Temp.Arena/s) (media arenas)
Ta (Temp.Agregado/s) (media agregados)
Tw (Temp.Agua) (agua según entra en contacto con el hormigón)
Mc (peso conglomerante)(cem+expans.cargas)
Ms (peso arena/s)
Ma (peso agregado/s)
Mw (peso agua/s) (peso agua aportada+humedades)
Mws (peso absorción arena/s)(peso absorción de arenas en condiciones de SSS(superficie seca, interior saturado)
Mwa (peso de absorción agregado/s)(peso absorción de agregados en condiciones de SSS(superficie seca, interior saturado)
*La ACI 305 R aporta una ecuación de cálculo de temperatura para gradientes calurosos, no obstante para España no puede aplicarse ya que contempla enfriamientos con hielo o agua fría en la masa y por el alto consumo y coste energético no es planteable. Sin embargo la ecuación que exponemos de ACI 306 R puede utilizarse para cualquier temperatura fría o templada existente en el hormigón, la hemos testado con diferentes casos, escenarios, materiales, etc. y podemos manifestar que tiene un índice de aproximación de ±0,5ºC que a nuestro parecer es un valor muy atinado para cálculos supuestos previos de hormigonado.
Habrá que tener en cuenta que la temperatura inicial del hormigón-concreto no tiene que ser la misma que la evolución de la misma en la que ya volverá a influir de manera directa la temperatura, humedad ambiental y punto de rocío del entorno y por supuesto las medidas que tomemos para subir o bajar dicha temperatura aminorando o acentuando el calor de hidratación:
Cambio de cemento, incluyendo aumentos o descensos de cantidades de estos, siempre cuando se cumplan las resistencias características mínimas.
Cambio o inclusión de adiciones que formen parte del material conglomerante y adecúen el calor específico a las necesidades establecidas.
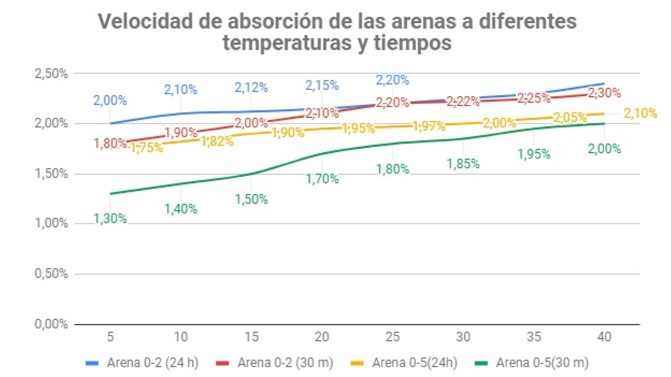
Cambio de arena/s-Agregado/s, utilizando los que tengan mejor nivel de calor específico para los objetivos marcados, incluso la hidratación continua de los mismos, en épocas calurosas.
Utilización de aditivos químicos que ayuden a lograr aumentos o descensos iniciales en la temperatura de la masa y que ayuden a avanzar o ralentizar la velocidad inicial del fraguado.
Cambios en la temperatura del agua calentando(con calentadores) o enfriado( con enfriadores) el agua antes de que esta se introduzca en el mezclado aumentando o bajando considerablemente la temperatura del hormigón.
Inclusión de vapor o escamas de hielo a la masa para bajar considerablemente la temperatura del hormigón pero que consume mucha energía y que genera altos costes económicos.
Una vez que dispongamos del dato de hidratación del cemento debemos conocer el calor específico de cada ingrediente a utilizar para realizar los cálculos de disolución de entalpía Kj/mol (endotérmica(solutos y solventes) y exotérmica en la solvatación correspondiente) siendo el valor final de entalpía en la masa la suma de los cambios individuales.
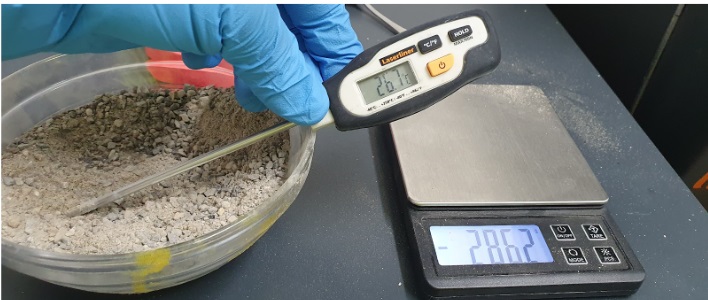
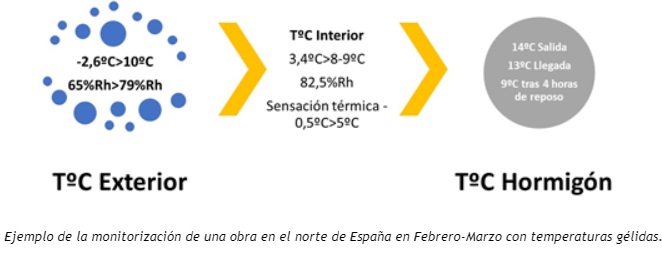
4.Sistemas de vigilancia monitorizada de la temperatura en la masa y la ambiental
Cuando disponemos de entornos climatológicos desfavorables no solo debemos realizar previsiones, cálculos y medidas previas, sino que lo aconsejable sería generar y poner en práctica “sistemas de vigilancia de la temperatura en el ambiente y en la masa del hormigón-concreto” con el fin de analizar uno de los factores externos que incidirán directamente en la evolución en el o los periodo/s de tiempo estimado.
Nos permitirá monitorizar, registrar, documentar y evaluar si la tendencia de esta evolución se desvía de los parámetros objetivos haciendo peligrar el buen confinamiento del hormigón en su proceso productivo, en el de sus etapas de fraguado, así como en las de curado que alteren las propiedades finales buscadas.
En cualquier obra podemos utilizar varios sistemas de medida que existen para ayudarnos a monitorizar autónomamente sin necesidad de disponer de una persona que tome medidas constantes de la temperatura quedando estos registros almacenados digitalmente para que posteriormente los podamos supervisar y analizar.
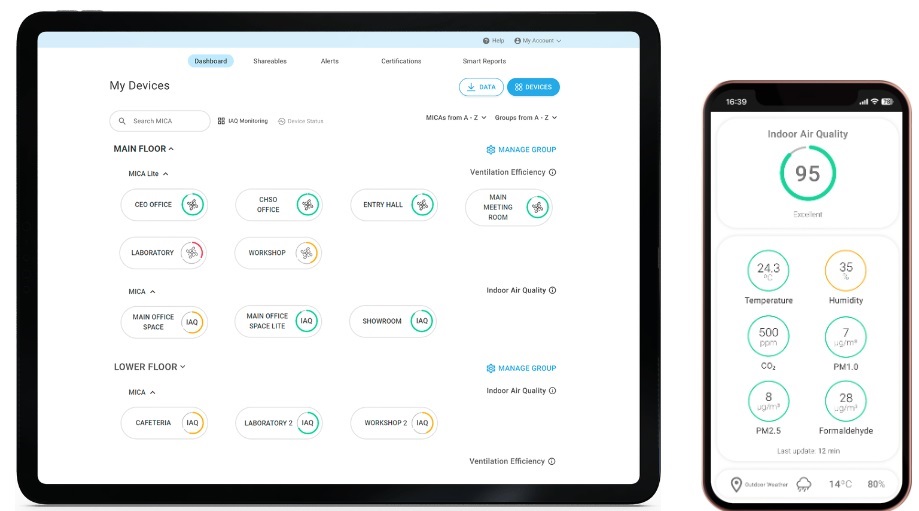
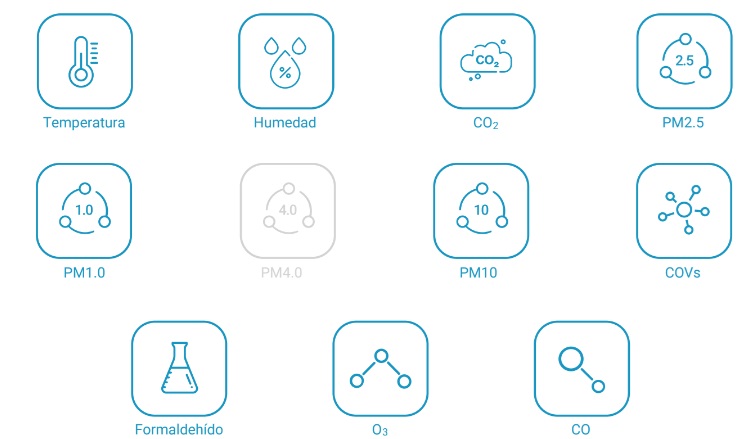
↪Medición del ambiente del entorno con estaciones meteorológicas para monitorizar la climatología y los PPM y COV´s
Estas estaciones ambientales ofrecen información variada de la climatología del entorno en el que se encuentran realizando registros:
Medición mediante sensores de diferentes parámetros climatológicos: Temperatura ambiental y sensación térmica(termómetro), humedad ambiental y punto de rocío(higrómetro), presión atmosférica(barómetro), dirección y velocidad del viento(anemómetro), precipitación(pluviómetro) y radiación solar. Tanto en el punto de medición y en los que se determine, pudiendo medir diferentes áreas de la obra incluyendo interiores y exteriores.
Las podemos programar con alertas climáticas en rangos que consideremos peligrosos para el hormigón y el futuro pavimento.
Medición del contenido de volátiles y contaminantes varios peligrosos para la salud y el medio-ambiente como son: el monóxido y el dióxido de carbono, el ozono, formaldehidos y otros gases diversos provenientes de contaminación, actividad de maquinaria, industrial diversa, personal, pulverización de agentes de curado, etc. en el aire en PPM y COV´s para evaluar la calidad del aire , su evolución y peligrosidad para el ambiente de trabajo y el propio hormigón-concreto.
Actualmente podemos contar con estaciones meteorológicas digitales incluyendo conectividad y extracción de datos «on line» algo que antaño se daba únicamente en los modelos de ámbito profesional.
Estas estaciones no solo registran datos, sino que los almacenan para poder descargarlos por USB o de conexión a internet para transferir los datos a un ordenador, volcándose para procesarlos y visualizarlos con software específico que nos permitan una monitorización continua y real en un periodo de tiempo específico en rangos temporales que decidamos.
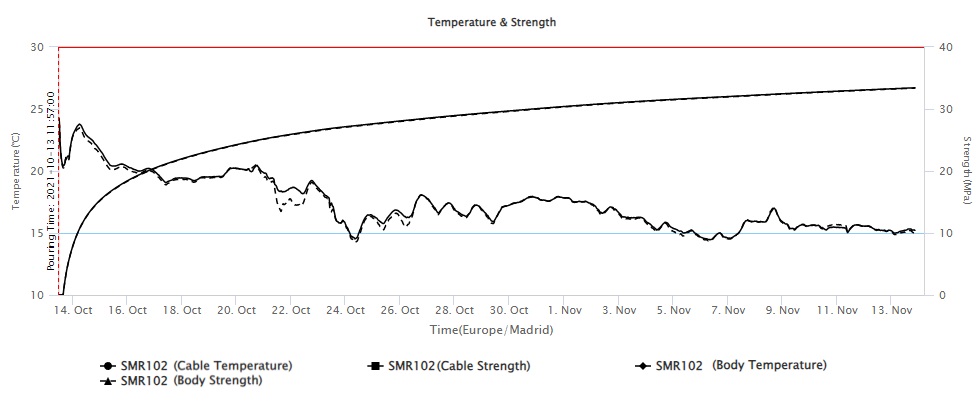
↪Medición y monitorización en la propia masa del hormigón de diferentes características
Con la industria 4.0 existen posibilidades de controlar el hormigón-concreto y ponderar varias características en fresco y endurecido del hormigón que nos permitan evaluar su evolución en “tiempo real”.
Una de ellas es la temperatura que se puede medir en rangos temporales, registrarlos y generar una curva temporal de temperatura.
Con la temperatura y su registro continuo, en periodos de tiempos determinados, podemos establecer un parámetro que nos ayudará a conocer que es “la maduración del hormigón-concreto”.
La madurez es un enfoque no destructivo basada en la norma ASTM C 1074 para conocer el hormigón-concreto que le permite estimar la resistencia mecánica a la compresión y la edad temprana del hormigón en el lugar en tiempo real. “basándose en el supuesto de que las muestras de una mezcla de hormigón dada alcanzan resistencias iguales si alcanzan valores iguales del índice de madurez y representando la progresión del curado del hormigón-concreto”.
Existen varios métodos para medir la temperatura en el hormigón-concreto de manera monitorizada:
↬Monitorización mediante cableado de Termopares K
Un termopar K es un sensor para medir la temperatura. Se compone de dos metales diferentes un conductor positivo de níquel-cromo y un conductor negativo de níquel-aluminio, unidos en un extremo. Cuando la unión de los dos metales se calienta o enfría, se produce una tensión que es proporcional a la temperatura. Existen varios tipos de calibraciones tipo R, S, B, G, C y D según sea la temperatura que se desee registrar.El equipo, (coloquialmente denominado “Chari”), lee la temperatura del hormigón y la del agua, y mediante un algoritmo de control, equipara la temperatura del agua con la del hormigón-concreto. También registra la temperatura ambiente leída y calienta o enfría la balsa donde dejaremos reposar las probetas para que equiparen e igualen su temperatura al conjunto de hormigón de la unidad de obra, ya que una probeta es una masa menor a 20 kg y su gradiente térmico siempre será inferior al de una masa de hormigón-concreto voluminosa y para tener lecturas correctas todo debe estar a la misma temperatura.
Termopares K
Estos equipos pueden tomar lecturas en dispositivos electrónicos PLC que registrarán los datos en el tiempo o en relación a la ubicación por medio de instrumentos y sensores propios o conectados externamente o bien mandar inalámbricamente estos datos a instrumentos electrónicos(pc, tabletas o PLC´s) que leerán y almacenarán a distancia estos datos.
↬Monitorización digital inteligente mediante sensores
La tecnología actual nos ha permitido desarrollar sensores inalámbricos sin cables que pueden facilitar continuamente datos de la tempertaura del conglomerado. Estos sensores son espías que se introducen dentro del hormigón-concreto fresco y que recopilan continuamente de manera automática datos que se extraen con cualquier dispositivo móvil inteligente facilitando la información de la evolución de los gradientes.
Imagen de sensor Prosicontrol(Prosistemas)
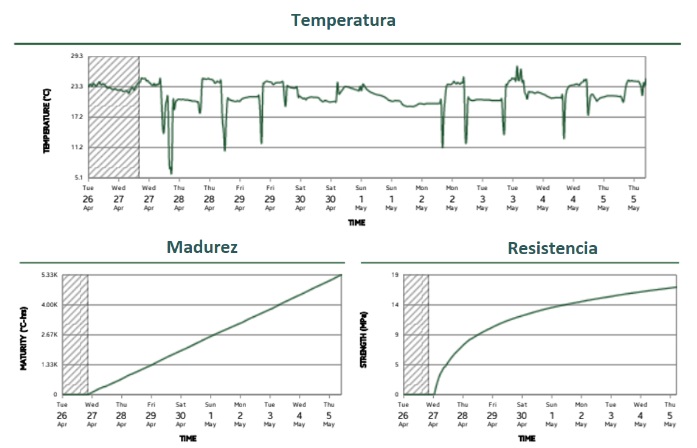
Estos sensores se colocan en la armadura superior y todos los datos que registre se pueden descargar y analizar automáticamente “in situ”, así como archivar digitalmente. Las lecturas y descargas se realizan mediante aplicación «app» específica con traslado de datos a hojas de cálculo, informes y gráficos detallados. La aplicación incluso permite, mediante algoritmos y cálculos de aproximación varios, determinar la resistencia a compresión en valores MPa al igual que la madurez y su curva según ASTM C1074. La monitorización puede llevarse incluso hasta un periodo de 60 días permitiendo un análisis completo, exhaustivo y minucioso que no permite ningún otro sistema.
Sensores Prosicontrol
Gráficos que se obtienen de la extracción y análisis de los datos de los sensores.
5.Previsiones y medidas para hormigonar en tiempo frío
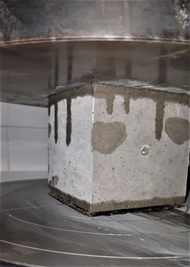
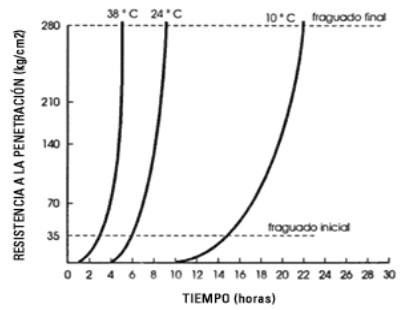
Antes de nada, hay que tener en cuenta cómo evolucionan los hormigones-concretos según sea su temperatura, de los riesgos que la misma pudiera ocasionar atendiendo de antemano la normativa existente que establece las pautas de actuación de hormigonado en tiempo frío.
Temperatura Hormigón
Tiempo aproximado de velocidad de fraguado(Fraguado final)
Probeta de hormigón-concreto congelada tras 48 horas sometida a temperaturas -8ºC y 80% H
21ºC
6 horas
16ºC
8 horas
10ºC
11 horas
4ºC
14 horas
-1ºC
19 horas
-7ºC
No hay fraguado, hay congelamiento
Fuente: «Construcción de hormigón», marzo de 1990/ Concrete Technology in Focus- Successful Cold Weather Concreting/Master Builders Solutions.
↪ Normativa española “Artículo 71.5.3.1”
El Código Estructural CodE RD 470/2021 y la antigua La EHE-98 en su artículo 71.5.3.1 no entran en detalle de situaciones específicas, pero son muy explícitas al respecto de hormigonados en tiempo frío:
“Hormigonado en tiempo frío» La temperatura de la masa de hormigón-concreto, en el momento de verterla en el molde o encofrado, no será inferior a 5ºC.
Se prohíbe verter el hormigón-concreto sobre elementos (armaduras, moldes, etc.) cuya temperatura sea inferior a cero grados centígrados.
En general, se suspenderá el hormigonado siempre que se prevea que, dentro de las cuarenta y ocho horas siguientes, pueda descender la temperatura ambiente por debajo de los cero grados centígrados.
En los casos en que, por absoluta necesidad, se realice el vertido de hormigón en tiempo de heladas, se adoptarán las medidas necesarias para garantizar que, durante el fraguado y primer endurecimiento de hormigón-concreto, no se producirán deterioros locales en los elementos correspondientes, ni mermas permanentes apreciables de las características resistentes del material.
En el caso de que se produzca algún tipo de daño, deberán realizarse los ensayos de información (véase Artículo 89.º) necesarios para estimar la resistencia realmente alcanzada, adaptándose, en su caso, las medidas oportunas.
El empleo de aditivos anticongelantes requerirá una autorización expresa, en cada caso, de la Dirección de Obra.
Nunca podrán utilizarse productos susceptibles de atacar a las armaduras, en especial los que contienen ión cloro.”
↪Normativa EN-206 “Ciclos Hielo-Deshielo”
No es explícita al respecto y solo habla de ciclos hielo-deshielo y define los ciclos hielo-deshielo cuando la temperatura ambiental disminuye a valores por debajo de 0 °C, el agua que se encuentra contenida en los poros del hormigón se congela, causando un incremento en volumen del orden del 9%. Como consecuencia, se presentan esfuerzos de tensión, que originan grietas y delaminación del hormigón-concreto, o en casos más graves, una completa desintegración.
La acción del congelamiento ocurre principalmente en el agua que se encuentra en los poros capilares, de hecho, no afecta los espacios interlaminares en el gel C-S-H debido a su reducido tamaño, al menos que la temperatura esté por debajo de -35° C (7). Por otra parte, la presencia de espacios con aire puede reducir el efecto causado por la formación de hielo en el hormigón-concreto.
Se han considerado los siguientes mecanismos para explicar este fenómeno: presión hidráulica, propuesta por Powers, que explica que el agua congelada dentro del poro capilar genera una resistencia hidráulica al paso del agua que aún se encuentra en estado líquido, generando una presión, la cual sólo se libera si hay poros vecinos libres; presión osmótica, al ocurrir el congelamiento en los poros capilares existe una diferencia de concentración entre el hielo y el agua remanente, generando el flujo del agua desde los espacios interlaminares del gel hacia los poros capilares, incrementando así la presión interna; y por último sobrepresión del hielo, desde poros pequeños el agua se transporta hacia poros ya congelados, generando un incremento del volumen de hielo y consecuentemente la presión.
Los factores que contribuyen a la resistencia del hormigón-concreto al congelamiento son la relación agua/cemento, el grado de saturación de los poros del hormigón-concreto, el curado, la proporción de aire incorporado y los áridos. Así, para mejorar la resistencia se debe tener en cuenta una baja relación agua/cemento, un curado prolongado y un porcentaje de aire incorporado. De acuerdo con la Norma Europea EN 206 (9) se definen cuatro clases de severidad del ataque (XF1 hasta XF4), tal como se indica en la Tabla 1, y, acorde a estas clases, la misma norma define los valores límites de la composición y propiedades del hormigón-concreto (Tabla 2).
Fuente Mater. Construcc., Vol. 63, 309, 7-38, enero-marzo 2013. ISSN: 0465-2746. doi: 10.3989/mc.2013.00313/ A. M. Aguirre y R. Mejía de Gutiérrez.
↪Definición de Tiempo Frío (ACI 306R-88)“Guide to Cold Weather Concreting”
La institución American Concrete Institute (ACI/Estados Unidos de América) en su “Guía para hormigonar en tiempo frío” define tiempo frío para hormigón como el período de más de 3 días consecutivos en el que existen las siguientes condiciones:
· La temperatura media diaria del aire es menor a 5ºC, y
· La temperatura del aire es menor a 10ºC por más de la mitad de cualquier período de 24hs.
Se considera temperatura media diaria del aire al promedio entre la mínima y máxima temperatura del día, del período que va de medianoche a medianoche.
Hormigonar en tiempo frío tiene ventajas que deben ser aprovechadas.
El hormigón-concreto colocado a bajas temperaturas (entre 5°C y 13°C), protegido del congelamiento y curado adecuadamente, poseerá mayor resistencia final, mayor durabilidad y será menos susceptible a la fisuración por temperatura.
Recomendamos esta guía como unas pautas básicas para entender que hay que hacer cuando tengamos temperaturas frías y asumamos la responsabilidad de trabajar por necesidades productivas.
Para aumentar la temperatura del hormigón en tramos de 0,5°podemos hacerlo calentando los materiales a la siguiente temperatura:
Aumento de la temperatura en materiales
Aumento en la temperatura de hormigón-concreto 0,5ºC
temperatura del cemento en +4°C
temperatura del agua en +2°C
temperatura agregados/arenas +1°C
Aumento de la temperatura en materiales
Si logramos hacerlo a todos los materiales según refleja la tabla en el aumento de las temperaturas comentadas, obtendremos un aumento de la temperatura del hormigón máximo de 1,5-2ºC que será apenas inapreciable habiendo empleado altos recursos energéticos y económicos.
De todos los materiales de fabricación de hormigón-concreto, el agua es el ingrediente más fácil de calentar, ya que con calentadores y calderines en plantas que tengan condiciones climáticas adversas en inviernos fríos podremos graduar el gradiente del agua entre unos 40ºC-70ºC, introduciendo una parte de los áridos antes que el cemento para cuidar de que no se formen grumos en el amasado, esto nos permitiría situar la temperatura por encima de los 10ºC hasta los 15ºC creando condiciones favorables para un entorno gélido. También debemos tener en cuenta que el agua tiene la facultad de poder almacenar cinco veces más calor que los materiales sólidos de la misma masa.
También hay que tener en cuenta de que en muchas plantas no existirá esta posibilidad y además la capacidad de los mismos apenas vale para realizar 4/5 cargas, aproximadamente 40/50 m3, con lo que en obras que superen esta producción tendremos un problema de productividad, a lo que tenemos que sumar la imposibilidad de utilizar tanques extras de almacenamiento de agua caliente conectados a las calderas como un sistema de calefacción de radiadores de una casa, ya que habrá que mantenerlas constantemente calientes con la dificultad y coste que ello conlleva y que muy pocos industriales del hormigón-concreto están capacitados y motivados a asumir.
No obstante, con esta medida habremos simplemente calentado y aumentado la temperatura inicial del hormigón-concreto que a buen seguro disminuirá súbitamente y llegará a obra con temperatura baja si previamente no podemos medidas que ayuden en el diseño con otros elementos que lo acompañen, lo calienten internamente como los que a continuación detallamos, teniendo en cuenta que la diferencia de gradiente interna de un hormigón-concreto respecto a la que tiene en su superficie es genéricamente de 2/3ºC:
El uso de cementos de fraguado más rápidos (generalmente los Cem I 52,5 R con C3A cercano al 10%) puede mejorar la tasa de endurecimiento de hormigón en climas fríos. Estudios recientes plantean que aumentar 45 kg/m3 de masa cementicia aumentará en la masa una temperatura aproximada de 5 a 8°C.
Las cenizas volantes, algunas puzolanas y cementos especiales se pueden utilizar en las mezclas como parte de la masa conglomerante para mejorar el rendimiento final en climas fríos.
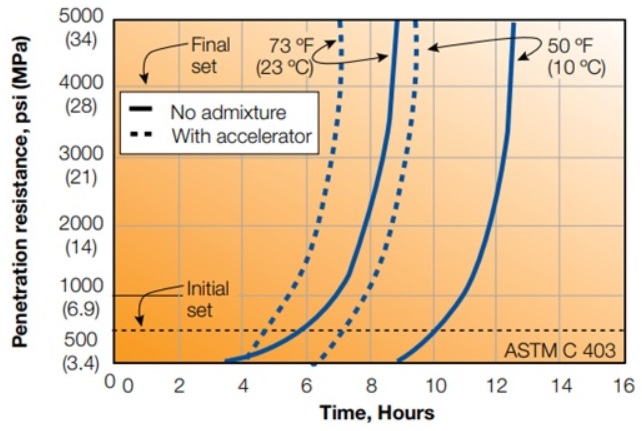
Se pueden y deben utilizar aditivos químicos acelerantes/anticongelantes (sin iones cloruros) que ayuden a evitar congelación parcial del agua de amasado, el agua libre y que aceleren la masa para evitar que en la fase de fraguado se congele el agua superficial.
En este gráfico, se demuestra que con aditivos acelerantes tendremos mejoras en tiempos fríos cercanas a 4 horas en la velocidad de fraguado (Fuente Master Builders Solutions “Successful Cold Weather Concreting”).
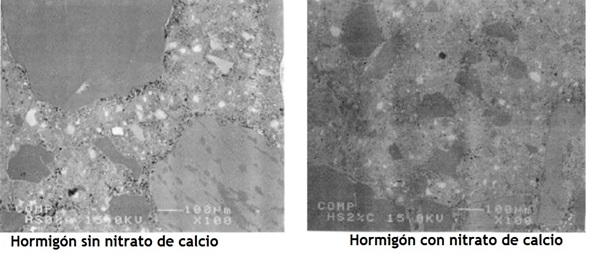
Según nuestros estudios a lo largo de multitud de obras podemos constatar que un aditivo acelerante en base Ca(No3)2Nitrato de Calcio tetrahidratado en suspensión en una dosificación cercana al 0,7-1% sobre el peso del cemento, ayudará a que los iones de calcio generen una formación anterior de hidróxido de calcio y por lo tanto la precipitación se efectuará en marcha más rápido y reducirá el tiempo de la fase de fraguado en un intervalo aproximado de 1-2 horas, con un aumento de velocidad en la ventana de trabajo de un 20-30% que equivaldría a aproximadamente unos 30/50 kg/m3 de masa cementicia. Además de mejorar los tiempos de la fase inicial del fraguado el hormigón ganará de partida en el momento que la dispersión en masa sea efectiva, 15-20 minutos aproximados, unos 3-5ºC, con todo lo que ello representa para una masa gélida que tiene que generar cristalizaciones.
Hay que tener en cuenta que este aditivo puede ir en combinación con superfludificantes por separado en sinergia o en aditivo único, siempre estudiando su compatibilidad con el resto de los aditivos, y que su alta densidad le hace un aditivo complejo de equilibrar en la receta, así de como su manejo, acopio y mantenimiento en la suspensión oportuna, necesitando homogeneización constante.
Una solución correcta sería utilizar las siguientes medidas conjuntas y con ello lograríamos aminorar la caída súbita de la temperatura del en el transporte y la descarga que sería gradual hasta su temperatura natural y que se verá afectada por fenómenos externos tales como:
La temperatura gélida del continente en el cual va a ser transportado, como son los camiones hormigoneras que tendrán su bombo metálico con su entramado de aspas frío, la canaleta, etc. sobre todo los primeros camiones de la mañana que estarán congelados tras una noche intensa de frío y hielo. En algunas partes del mundo se utilizan medidas como resistencias exteriores al bombo que aportan calor, lavado con agua caliente, pernoctación de los camiones en interiores, etc.
La temperatura externa que influirá directamente enfriando el hormigón en todo el proceso de carga al entrar por la boca de carga continuamente aire frío, al incidir en todo el camión, al lavar los camiones con agua fría el exterior tras la carga y posteriormente en el lavado tras descarga, en el transporte y en la descarga.
Las condiciones meteorológicas que son imposibles de controlar y evitar con posibilidad de lluvia, nieve, hielo, etc.
↪Acción de la Helada
Para que las heladas no establezcan problemas en el hormigón-concreto debemos establecer una acción conjunta de pautas que eviten daños directos en las fases de la elaboración, transporte y producción del hormigón-concreto diseñado:
Acción de la helada
Acciones para evitarla
El congelamiento del agua presente en los poros sufre un aumento de volumen del 9%, lo que sumado a otros mecanismos (difusión y presión osmótica), genera presiones internas de tracción.
Utilización de aditivo superfluidificante con efecto acelerante(basado en nitrato de calcio) ayudado por la utilización de cementos tipo Cem I a ser posible que ayudará a generar una masa con temperaturas que nunca bajan de los 10ºC y que generan resistencias iniciales altas (24h=+9Mpa) y matriz cementicia de alta durabilidad. Si se utilizan adiciones como agentes expansores tengamos en cuenta que existen algunas tipo O/G que pueden producir aún más retraso de velocidad de fraguado y por el contrario las del tipo K, M y S pueden acelerar la velocidad de fraguado(consultar «Adiciones que actúan como controladores de la química compensadora del volumen de la masa de hormigón»)
Durante las primeras horas de vida del hormigón, el grado de saturación es inevitablemente elevado (se ha hidratado poco cemento).
El aumento de volumen producido por la congelación del agua destruye la estructura interna del material con pérdidas irreparables en la resistencia a larga edad (de hasta el 50%).
Acciones provocadas por temperaturas gélidas
↪Protección del hormigón-concreto
Para evitar los daños por congelamiento del hormigón-concreto a corta edad implementamos las siguientes acciones de protección:
Protección
Acciones de protección
Protección hasta que haya alcanzado un grado de saturación por debajo del crítico.
La capa de rodadura se debe incorporar y talochar inmediatamente a la superficie del hormigón mezclándose con esta y aumentando la temperatura superficial de media en 1-2ºC Esto ofrece una protección a esa superficie del hormigón en contacto con una temperatura ambiente baja y una humedad alta un punto de rocío peligroso tendiente a generar micro lluvia invisible continua.
Para proteger al hormigón-concreto será necesario: Asegurar una temperatura de colocación del hormigón mínima y mantener dicha temperatura durante un período mínimo determinado con anterioridad, que en este caso estimamos en 7 días
Se debe controlar en todo momento la temperatura del hormigón-concreto no bajando la misma en ningún caso de 10ºC. Al incorporar la capa de rodadura aumentamos la superficie del hormigón-concreto en 1-2ºC.
Si el hormigón-concreto ha adquirido cierta resistencia (entre 3 y 4 MPa), implica que ha consumido una cantidad de agua suficiente como para que su saturación esté por debajo del crítico (saturación crítica 85 a 90%), y es capaz de resistir un ciclo hielo-deshielo.
La resistencia de todo el suministro de hormigón-concreto nunca ha bajado de los 9 MPa a las 24 horas llegando a los 4 MPa a las 16 horas.
Por otro lado, y para el elemento que se pretende hormigonar, se recomienda que la temperatura mínima del hormigón durante el curado no sea inferior a 7°C, y que la temperatura de colocación del hormigón debe ser, dentro de lo práctico, siempre cercana a la mínima recomendada, y nunca superior a ésta en más de 10°C, para evitar el riesgo de fisuración.
En el momento en el cual se debe aplicar el curador el hormigón-concreto se debe encontrar siempre por encima de los 10ºC con lo que se evita un choque térmico que haga que el curador se hiele, cristalice y genere un film no correcto.
Medidas y acciones de protección en un hormigón-concreto frío para pavimentos
↪Medidas de urgencia a medida que bajaran las temperaturas
Durante toda la obra se aconseja monitorizar y medir con estaciones meteorológicas precisas la Temperatura ambiente, la Humedad ambiental, el Punto de Rocío y la sensación Térmica ambiental(consulte «El Curado en Pavimentos de hormigón-concreto de Altas Prestaciones y Altas Exigencias»), así como la de la masa del hormigón y su evolución en el tiempo con termopares k o sensores digitales con sondas específicas para hormigón-concreto.
A pesar de no que no se sufran temperaturas demasiado frías y preocupantes para el fraguado, endurecimiento y el curado del hormigón-concreto en todas las fases constructivas de un pavimento de hormigón-concreto pulido se deben siempre de tener en cuenta una serie de medidas de urgencia por si fueran necesarias ponerlas en práctica como las siguientes:
Vigilancia
Acciones de protección
↬Cuando la temperatura ambiente está en torno a los 5ºC
Vigilancia activa de la temperatura ambiente está en torno a los 5ºC: Controlar sistemáticamente la temperatura ambiente (*), del hormigón y de los materiales, con objeto de conseguir temperaturas de hormigón por encima de los 7ºC tanto durante su colocación como su curado.
Ninguna medida especial salvo en zonas de muelles o portones donde entren corrientes de aire haya exposición solar directa o exista posibilidad de que la lluvia moje el pavimento que se adecúan medidas de tapado o protección del pavimento.
↬Cuando la temperatura ambiente se encuentra entre 5ºC y 0ºC
Además de lo anterior, proteger las superficies expuestas del hormigón fresco contra el frío y la desecación, tapándolas con láminas de polietileno, lonas, papel, fieltros o cartones asfálticos, etc., y, adicionalmente, empleando una membrana de curado.
Se tenía plástico de lámina de polietileno que no hizo falta utilizar para proteger la superficie ya que el curador en base agua generaba un film superficial protector suficiente.
↬Cuando la temperatura ambiente se encuentra entre 0ºC y -10ºC
Seguir las recomendaciones anteriores y emplear aditivo anticongelante para conseguir una mayor resistencia a los ciclos hielo-deshielo del hormigón-concreto y un fraguado más rápido del mismo.
A pesar de que en las semanas 9, 10 y 11 tuvimos temperaturas comprendidas en este rango no hizo falta aumentar la cantidad de aditivo superfluidificante con efecto acelerante o aumentar la cantidad de cemento para
↬Cuando la temperatura ambiente está permanentemente por debajo de los-10ºC
Cuando la temperatura ambiente está permanentemente por debajo de los -10ºC, deben tomarse todas las precauciones indicadas anteriormente, y además debería poder mantenerse la superficie de la losa artificialmente tibia mediante el uso de elementos calefactores durante el tiempo que sea indispensable.
Medidas de vigilancia y acciones de protección
6.Precauciones y medidas para hormigonar en tiempo caluroso
↪Introducción
Cuando nos acercamos a la época del año en que la primavera deja paso al tiempo caluroso, inevitablemente se verifica, entre otros factores, un aumento creciente de la temperatura, la cual en pleno verano puede alcanzar y superar los 32-33º C, siendo también éste el momento en que debido a esos factores puede tornarse dificultoso el control del hormigón-concreto.
Entramos en la época del año en que pueden presentarse problemas, razón por la cual hay que plantearse fundamentalmente, el análisis de los distintos factores que traen aparejada una disminución de la resistencia y/o agrietamiento o fisuramientos de las estructuras.
El hormigón-concreto endurece y gana resistencia debido a la reacción química que se verifica entre el cemento Portland y el agua (hidratación), reacción que se acelera a medida que aumenta la temperatura.
Por cada 11º C de aumento de temperatura, se duplica la velocidad de reacción.
Si el hormigón-concreto se seca prematuramente, la cantidad de agua disponible para esta reacción será insuficiente.
Sin agua, no hay hidratación; por lo tanto, no hay ganancia de resistencia.
↪Definición de tiempo caluroso
Para nuestros propósitos, definiremos «Tiempo caluroso» a cualquier combinación de elevada temperatura del aire, baja humedad relativa y velocidad del viento tendientes a desmejorar la calidad del hormigón fresco o endurecido.
Las medidas precautorias que se requieren para un hormigonado en un día calmo y húmedo, serán menos estrictas que las requeridas en un día seco y ventoso, aunque sea la temperatura del aire la misma.
↪Efectos del tiempo caluroso en el hormigón–concreto
Los efectos indeseables sobre el hormigón-concreto en estado plástico pueden generar
Los efectos indeseables sobre el hormigón-concreto en el estado endurecido pueden generar
-Demanda creciente de agua. -Velocidad creciente de pérdida de asentamiento con la correspondiente tendencia a agregar agua en obra. -Disminución del tiempo de fraguado, resultando en una mayor dificultad en la manipulación, terminado y curado, y aumentando la posibilidad de las uniones defectuosas entre una superficie y otra (juntas frías). -Tendencia creciente al agrietamiento en estado plástico. -Dificultad en el control del contenido de aire incorporado.
-Disminución de resistencia debido a la mayor demanda de agua. -Tendencia creciente a la contracción por secado y agrietamiento térmico diferencial. -Disminución de la durabilidad. -Uniformidad decreciente de la apariencia superficial.
↪Efecto de los factores adicionales
Otros factores complican las tareas en tiempo caluroso. Deberían considerarse en conjunto con los factores climáticos, y pueden generar: -Empleo de cementos finamente molidos con mayor velocidad de hidratación que el cemento Portland Normal. -Empleo de hormigones con alta resistencia a la compresión, que requieren contenidos de cemento mayores. -Diseño de secciones esbeltas de hormigón con mayores cantidades de acero y hormigón. -Aumento de capacidad de las cubas de hormigón.Necesidad de mover grandes volúmenes de hormigón de bajo asentamiento sobre distancias verticales y horizontales mayores. -Mayor exigencia y consecuente desgaste del equipo de bombeo de hormigón. -Necesidad económica de realizar un trabajo continuado dentro de los horarios de mayor temperatura.
Efectos en el tiempo caluroso en el hormigón-concreto
↪Efectos de la temperatura
El tiempo de fraguado depende en gran medida de la temperatura de la mezcla del hormigón-concreto
Este gráfico ilustra la evolución del fraguado con gradientes altos
Notemos que para una variación de temperatura de 14º C, cambia el fraguado inicial del hormigón-concreto en un factor de aproximadamente 2ºC.
A pesar que el gráfico está basado sobre datos limitados, se manifiesta un decidido efecto de la temperatura sobre el tiempo de fraguado cuando la temperatura de colocación del hormigón está en el rango de 10 a 38º C.
Todas los tipos de cementos y hormigones-concreto exhibirán este fenómeno.
Si se acelera el tiempo de fraguado del hormigón-concreto en clima caluroso, aumenta la posibilidad de formación de uniones sin continuidad y «nidos de abeja».
Sería por tanto de interés, estudiar la forma de mantener el tiempo de fraguado-tanto inicial como el final-, dentro de los valores correspondientes a los tiempos normales, (aproximadamente a 20º C de temperatura ambiente), recurriendo por ejemplo a utilizar agua fría; mojar los agregados en las pilas, acopios, tolvas etc.
Este enfriamiento en los materiales, es a los efectos para lograr una temperatura en el interior de la masa de hormigón-concreto, acorde con los tiempos de fraguado ya conocidos para épocas normales.
Tiempo de fraguado inicial muy corto, acorta los tiempos de entrega y colocación en los encofrados.
↪A medida que aumenta la temperatura, aumentarán también los requerimientos de agua
El agua, como un ingrediente del hormigón-concreto, tiene gran influencia sobre muchas de sus propiedades significativas, tanto en el estado plástico como en el endurecido.
Elevadas temperaturas del agua, provocan mayores temperaturas del hormigón-concreto y a medida que ésta aumenta, también aumenta la demanda de agua y disminuye la resistencia, para hormigones-concretos de la misma consistencia.
El agua adicional, sin corrección de sus efectos sobre la relación agua/cemento, afectará negativamente la calidad final del hormigón-concreto colocado.
Gráfico donde se observa la pérdida de asentamiento debida a la elevación de la temperatura de mezclado
Notemos en el gráfico anterior que el hormigón-concreto a temperaturas de laboratorio, presentaba en este ensayo un asentamiento de 10 cm., pero que a 38º C tenía solamente 7,5 cm. de asentamiento suponiendo una merma de fluidez de un 25%.
Si la Dirección Técnica de la obra le permite al contratista de pavimentos un asentamiento de 10 cm. (y él puede necesitar 10 cm. para una operación dada), a 38º C entonces no tendría más remedio que agregar un aporte de agua extra al hormigón-concreto en una horquilla de un 6 a un 12,5%, llegando incluso a un 15% o bien aumentar la cantidad de sinergía química para obtenerlo.
Tengamos en cuenta que estos datos se relacionan con consistencias B/S3, si hablamos de consistencias más adecuadas a las necesidades de las obras de pavimentación como son las de F/S4 ó L/S5 entonces el problema se acrecentaría aún más, pasando inexcusablemente con un ajuste químico en la composición y diseño del hormigón-concreto.
En este gráfico se puede ver el efecto de la temperatura del hormigón sobre el agua requerida para cambiar el asentamiento.
Por otra parte, a medida que la temperatura aumenta, también aumenta la cantidad de agua requerida para cambiar el asentamiento como se muestra en el gráfico. Esto complica el problema.
Incluso si el contratista es obligado a utilizar una relación agua/cemento preestablecida, y aún si él decide colocar el hormigón-concreto con asentamiento reducido a temperaturas elevadas, ello sería en detrimento de la resistencia del hormigón-concreto.
Si a ese contratista, en este ejemplo, se le permitiera agregar agua al hormigón a una temperatura de mezcla de 46º C, la disminución de la resistencia sería mayor que la mostrada en la Fig. 4, porque sufriría la penalidad en la resistencia inherente a la adición del exceso de agua sin agregar cemento.
Un mayor contenido de agua en el hormigón-concreto, disminuye la resistencia, la durabilidad, la impermeabilidad y demás propiedades relacionadas del hormigón endurecido. Esto, que es común a todos los hormigones-concretos colocados bajo cualquier condición climática, puntualiza la necesidad especial de controlar el empleo del agua en el hormigón-concreto colocado bajo condiciones de tiempo caluroso.
↪Efecto del incremento de la temperatura de las arenas y agregado el la masa “Velocidad de absorción-sorptividad”
La sorptividad o velocidad de absorción se define como la determinación de un material con propiedades hidráulicas a absorber y transmitir agua a través de su masa por absorción capilar.
El fenómeno de la absorción no es ni conocido, ni entendido en muchas ocasiones, teniendo en cuenta niveles de absorción erróneos aconsejando en todo momento a realizar un cálculo preciso del agua nominal final utilizando picnometría «Le Chatelier» bajo la norma Ensayo EH-0022 – DETERMINACIÓN DE LA DENSIDAD Y ABSORCIÓN DE AGUA EN ÁRIDOS S/UNE EN 1097-6: 2001 /A1:2006.
La sorptividad o velocidad de absorción en hormigones se mide por la ASTM C1585-04(11) midiendo el incremento de la masa de una probeta como resultado de hormigón de cemento hidráulico, midiendo el incremento de la masa de una probeta como resultado de la absorción de agua en función del tiempo cuando solo se expone al agua una superficie de la probeta.
En materiales pétreos puede realizarse el mismo ensayo asimilando la norma y que permita medir dicha velocidad de absorción o sorptividad.
En Betonia hemos constatado durante muchos años que aquellos materiales que se encuentran expuestos a altas temperaturas durante etapas prolongadas en el tiempo(veranos calurosos) no solo demandan mayores cantidades de agua, sino que aunque su temperatura inicial a horas tempranas de la mañana o la noche sea templada, en el momento que se inicia la fase de preinducción del cemento estos ganarán temperatura, dependiendo de dos factores: su rango de calor específico y la temperatura media que hayan soportado en los últimos días, como si dispusieran de una memoria implícita que será “El rango de gradiente” que debamos tener en cuenta y con el que debemos realizar el diseño del hormigón-concreto.
Inicialmente los niveles de absorción de los mismos será mayor y habrá que tenerla en cuenta.
Según nuestra experiencia en multitud de casos hasta la fecha, hemos podido realizar las siguientes constataciones para arenas secas con finos >+10%, sometidas durantes prolongados días a temperaturas >30ºC ambientales:
Una arena AF-0/2 que a 20ºC tenga 2,10% de absorción a 35ºC tendrá 2,25%(+6,66%)
A la vez una arena que lleve +24 horas a temperatura 30ºC tendrá 2,15% de absorción a 35ºC tendrá 2,25%(+4,65%)
Esto significa una diferencia media de 2,0% sobre el % que tenga de absorción cada arena:
Si tiene 3,6%, habrá que sumar un 0,072% con un total 3,672%
Si tiene 4% habrá que sumar un 0,08% con un total de 4,008%
En un arenas típicas con % de finos >+10% este aumento de absorción será menos problemático.
Se aconseja realizar un estudio de evolución de temperaturas en acopio y tolva durante periodos de tiempo significativos y a varias horas del día para evaluar medias y gradientes finales.
También podemos aminorar este gradiente con hidrataciones continuas de los agregados y arenas, teniendo en cuenta el agua aportada que será hallada y cuantificada en el cálculo de humedades de los materiales y que ayudará a aminorar el gradiente de estos.
↪Efecto de la temperatura inicial sobre la resistencia a la compresión del hormigón
Nota: las probetas fueron moldeadas, selladas y mantenidas a la temperatura indicada durante 24 horas y luego almacenadas a 21º C hasta su ensayo.
Datos de la mezcla: Razón a/c 0,50 Contenido de cemento 360 Kg./m3 Arena % 40
Efecto de la temperatura inicial sobre la resistencia a la compresión del hormigón-concreto
↪A medida que aumenta la temperatura del hormigón, aumentará también la velocidad de pérdida de asentamiento.
En los gráficos siguientes se observa dos cuestiones que influirán notablemente en la reología de la masa y la estabilidad futura del conglomerado:
–Velocidad por pérdida de asentamiento Muestra la velocidad de pérdida de asentamiento para el mezclado prolongado de un hormigón dado a distintas temperaturas. Debemos tener en cuenta que, a las temperaturas más elevadas, hay menos tiempo disponible para el transporte, colocación y compactación del hormigón-concreto.
-Contracción-retracciónpor secado observada en el hormigón-concreto, es producida principalmente por su contenido de agua. A medida que aumenta la temperatura y los requerimientos de agua, también aumentará la contracción por secado. Esto se muestra en el gráfico anterior, se observa que el aumento del contenido unitario del agua, determina una magnitud de contracción por secado mayor que la producida por el aumento del contenido de cemento.
Velocidad por pérdida de asentamiento
Contracción-Retracción por secado
↪Efectos del clima
La velocidad a la cual el hormigón-concreto perderá agua, comenzará a madurar e iniciará su curado en fase inicial de endurecimiento dependerá a parte de los factores endógenos que marquen la temperatura del hormigón, de los siguientes exógenos: temperatura del aire, la temperatura del hormigón, humedad relativa ambiente, velocidad del viento, y del cociente entre el área expuesta y el volumen total del hormigón-concreto.
En tareas de hormigonado de losas, si se seca la superficie cuando el resto está aún en estado plástico, puede ocurrir la fisuración plástica. Este fenómeno de secado superficial y contracción puede ocurrir toda vez que la velocidad de evaporación del agua, desde la superficie del hormigón recién colocado, exceda su velocidad de exudación.
El gráfico anterior muestra el efecto de las temperaturas del hormigón-concreto y del aire, de la humedad relativa ambiente y velocidad del viento sobre la tendencia al secado del hormigón-concreto.
La fisuración es un problema importante a considerar cuando se hormigona en climas, denominados cálidos, que combinan temperatura elevada de aire, humedad relativa baja, alta velocidad de viento y alta radiación solar.
En la siguiente tabla, obtenida de “ACI 305 Hot weather concreting”, se muestra a qué niveles de humedad y temperatura es posible que el hormigón sufra agrietamiento plástico. Esta tabla se preparó suponiendo una velocidad del aire igual a 16 [km/h] y una diferencia de temperatura entre el aire y el hormigón-concreto de 5,6 ºC.
Niveles de temperaturas y humedades ambientales que potencialmente generan fisuras
Temperatura del hormigón ºC
Humedad relativa del aire %
40,6
90
37,8
80
35
70
32,2
60
29,7
50
26,7
40
23,9
30
Niveles de temperaturas y humedades ambientales que potencialmente generan fisuras
↪Efecto del secado y curado sobre la resistencia
Si se permite que el hormigón-concreto seque después del endurecimiento, habrá insuficiente cantidad de agua para una adecuada hidratación, y se producirá una pérdida de resistencia.
La velocidad de secado es afectada por las condiciones climáticas y la relación superficie expuesta/volumen.
La temperatura inicial del hormigón-concreto en sí misma afecta su resistencia.
El hormigón-concreto mezclado, colocado y curado a temperaturas elevadas, normalmente desarrolla resistencias iniciales mayores que la de los hormigones producidos y curados a temperaturas normales; pero a 28 días o más, las resistencias son generalmente más bajas.
Mayores requerimientos de agua a temperaturas elevadas pueden ser compensados parcialmente mediante el empleo de aditivos retardadores-reductores de agua.
Nunca puede remediarse totalmente el daño provocado al hormigón-concreto por el clima caluroso y un alto gradiente ambiental.
Las precauciones a tomar dependen tanto del tipo y tamaño de la obra, y de la experiencia y equipo de la industria local, como del clima en el lugar, temperatura pronosticada promedio, humedad relativa ambiente y velocidad del viento.
Estas precauciones, que han demostrado ser provechosas, no se plantean por orden de importancia.
↪Enfriamiento de los materiales o la masa de hormigón-concreto
Árido-Agregado
El mayor volumen del hormigón-concreto lo representan los agregados. Una reducción en la temperatura de los agregados da como resultado la mayor reducción en la temperatura del hormigón-concreto, de modo que habría que cubrirlos y rociar las pilas para crear un enfriamiento por evaporación. (con agua a temperatura baja).
Agua
El agua posee el mayor efecto por unidad de peso entre todos los componentes del hormigón-concreto, poseyendo un calor específico 4 ó 5 veces mayor que el del cemento o de los agregados. La temperatura del agua es más fácil de controlar que la de los otros materiales, y a pesar de que se emplea en menores cantidades que los otros, el uso de agua fría de mezclado efectuará una moderada reducción en las temperaturas de colocación del hormigón-concreto. De modo que deberá enfriarse el agua de amasado, y mantenerla fría aislando cañerías y tanques.
Hielo
Si las condiciones y los costes de obra lo permitieran, puede agregarse hielo en cantidad de reemplazo de kilo por kilo del agua de mezcla. El calor de fusión del hielo es de 80 Cal/gramo. Un reemplazo de 50% del agua de amasado por hielo, reducirá la temperatura del hormigón en 11º C, debido solamente a la fusión. El agua resultante a 0º C bajará la temperatura aún más.
Aditivos
Existen en el mercado aditivos duales superplastificantes-plastificantes con capacidad retardadora para ampliar, mediante ensayos previos, el tiempo de fraguado normal. Con estos lograremos un tiempo de fraguado inicial de 2:30 a 3 hs. y un tiempo de fraguado final de 5 a 6 hs. Aditivos retardadores o estabilizadores, que postergarán el fraguado y reducirán la necesidad de agua, compensando parcialmente los efectos del tiempo caluroso sobre el asentamiento, fisuración, tiempo de fraguado y demanda de agua. En nuestra opinión estos no son recomendables para realizar pavimentos de hormigón por su falta de homogeneización efectiva en la masa que ocasiona múltiples islas y falsos fraguados que impiden producciones correctas. Se recomienda disponer de conocimiento amplio de los efectos de estas sinergias químicas en el hormigón para un uso y disposición correcta que no afecte a las características reológicas de la masa y poniendo el futuro conglomerado en peligro.
Enfriamiento de los materiales en el hormigón-concreto
b)Tareas de obra
Transporte
Debe programarse la frecuencia de entregas, de modo que haya una mínima demora en el uso del hormigón-concreto.
Mezclado y batido
El mezclado genera calor, de manera que debe mantenerse el agitado o el mezclado a las mínimas revoluciones. Cuando se coloca hormigón en moldes, deben enfriarse las armaduras y encofrados, rociándolos con agua.
Programación
Debe efectuarse el hormigonado durante las horas de menor temperatura. Programar las operaciones durante las horas más frescas.
Interrupciones
Los efectos de la pérdida de asentamiento pueden ser minimizados acelerando las operaciones.
Espesores de la losa
Debe colocarse el hormigón-concreto en capas de poco espesor, para asegurar que las capas previas todavía responderán al vibrado, evitando por lo tanto las uniones discontinuas.
Bases y subbases
En tareas de hormigonado de losas de pavimento, deben enfriarse las bases y las armaduras, rociándolas con agua.
Corrientes y viento
Es aconsejable instalar pantallas protectoras contra el viento para disimular la velocidad del aire y utilizar rociadores de niebla para elevar la humedad y disminuir la temperatura.
Exposición solar
Programar las operaciones de hormigonado hacia el atardecer o anochecer. Las fisuras por agrietamiento plástico son difíciles de cerrar una vez que han ocurrido. Tales fisuras pueden constituir puntos focalizados para otras formas de deterioro, ya que permiten penetrar en el hormigón-concreto, humedad y sales disueltas, y pueden afectar su comportamiento.Existen filmógenos retenedores de agua que pueden evitar rápidas evaporaciones del agua de la superficie del hormigón-concreto permitiendo que pueda ser trabajado en fresco sin generar mayores tensiones superficiales.
Tareas de obra a tener en cuenta para mitigar los gradientes altos
c) Curado
Ya hemos dispuesto anteriormente en este artículo la importancia de consultar Aconsejamos consultar el post de BetoBlog «El Curado en Pavimentos de hormigón-concreto de Altas Prestaciones y Altas Exigencias», si nos encontramos con temperaturas altas, este será aún más importante para asegurar un buen acabado y características finales físicas y químicas” del pavimento
No solo se realiza el curado para evitar que se produzca el agrietamiento debido a cambios de volumen provocados por humedecimiento y secado alternados, mientras el hormigón está aún débil, también se debe realizar para procurar conseguir esos objetivos mecánicos y físicos que pretendemos con mayor seguridad.
Por ello es aconsejable iniciar el curado del hormigón-concreto de inmediato, una vez completa su colocación, terminación y adquirida suficiente rigidez como para no resultar afectado en su textura superficial por el método de curado elegido.
En caso de utilizar compuestos de curado, debe aplicarse un compuesto que asegure una tasa máxima de evaporación máxima de un 20,7% en las primeras 72 horas y aplicarlo tan pronto como sea posible.
7.Conclusiones finales
Antes de iniciar el arranque de cualquier proyecto no solo debemos conocer el entorno y sus condiciones climáticas incluso sus riesgos estacionales y es obligación establecer todas las medidas preventivas para mitigar que bajas o altas temperaturas pongan en riesgo la producción del hormigón-concreto y construcción del pavimento.
Así mismo también deben establecerse las medidas correctivas en el caso de que tuviéramos escenarios diferentes a los planificados.
Tenga en cuenta que en la actualidad los patrones climáticos a nivel mundial son guías en las cuales basarnos pero los cambios que estamos padeciendo nos obligan a disponer de alternativas por si esas condiciones sufrieran cambios drásticos, como vemos que está ocurriendo en cualquier punto del planeta.
No arranque ninguna construcción de un pavimento sin tener estas condicionantes claras y a pesar de que las tenga y sepa como solucionarlas la problemática que le hemos trasladado es tan compleja que debe de ser consciente de que no existe ni química, ni alquimia, ni magia alguna que le solucione casos de extremos gradientes, para ello la normativa es muy clara: «Si existe temperatura ambiental por encima de 30ºC o por debajo de 5ºC, no deberá hormigonarse y si se hace debe de ser bajo la responsabilidad de la Dirección Técnica».
En nuestra opinión esa es una primera premisa no del todo exacta, ya que preferimos que determine la temperatura de la masa de hormigón-concreto(realizar varias lecturas), también tomando lecturas de las temperaturas de los acopios de los diferentes ingredientes(recuerde que puede estimar la temperatura del hormigón con la ecuación que ofrece ACI 306 R) y actué con mucha precaución en estos dos casos:
-Si la temperatura en la masa es más baja de 14ºC en la cual el hormigón tendrá ratios muy bajos de madurez y tendrá grandes dificultades de generar calor de hidratación para ganarla y con ello endurecer con una evolución correcta. Esto sucede por un bajo dinamismo de todas las partículas de la masa generando ese prolongada y excesiva lentitud. Si la temperatura del hormigón baja de 10ºC con total seguridad empezará a tener congelamiento en la masa, sin apenas ganancia de nada: temperatura, endurecimiento, madurez, fraguado y con ello resistencias mecánicas y deberá realizar medidas correctoras inmediatas.
-Si la temperatura en la masa supera los 24ºC tendremos una masa que tendrá un gran dinamismo y con ello una velocidad rápida de fraguado, madurez y endurecimiento con lo que la producción del suministro de hormigón-concreto debe realizarse con la cadencia necesaria para no generar juntas frías, empalmes y demás patologías clásicas de suministros con masas calientes y vertidas en avanzados estados de fraguado. La masa será similar a un plato de sopa caliente y las ganancias de temperatura, endurecimiento, madurez, fraguado e incluso las resistencias mecánicas serán inmediatas e incompletas en sus fases que deben de ser pausadas para ser efectivas.
No todas estas precauciones pueden usarse en cualquier proyecto, pero cada una ayudará y sus efectos pueden ser acumulativos.
Con un conocimiento adecuado y las debidas precauciones, puede colocarse y trabajarse un hormigón-concreto durante el tiempo caluroso en incluso gélido, pero sea consciente de su peligrosidad y reflexione si le merece la pena esperar a que las condiciones sean las adecuadas ya que a pesar de que dispongamos de conocimientos, medios, recursos, etc. para salvarlas el riesgo disminuirá, pero no desaparecerá y en muchas ocasiones aquellas soluciones que nos hayan ayudado a salvar la problemática pueden crear otras incluso más preocupantes.
Este conocimiento que aquí compartimos es parte del Programa hacía el conocimiento activo y la industria de la construcción 4.0 que hemos iniciado hace una serie de años con varias series de actividades formativas, ponencias, jornadas técnicas-prácticas, publicaciones, proyectos etc. trasladando parte de nuestro conocimiento con el fin de singularizar, dignificar, reconocer y destacar los pavimentos de hormigón como unidad específica dentro del mundo de la construcción industrializada.
Nos ha costado mucho esfuerzo, tiempo y multitud de errores solventados, siempre con método empírico, para llegar a disponer de esta experiencia que ahora compartimos, siendo conscientes de que no es más que una pequeña parte del «verdadero conocimiento».
Aquellos que deseen copiar, usurpar o adquirir sin merecimiento deber tener claro que los conocimientos ‘se adquieren, se trabajan y se perfeccionan de manera propia mediante mucho trabajo, vencer barreras y superarse cada día.
En mis charlas, conferencias, presentaciones , etc siempre manifiesto una máxima: «En un pavimento de Altas Prestaciones y Altas Exigencias más vale tener un mal hormigón-concreto bien curado que un buen hormigón-concreto mal curado».
Tras soltar esta primera premisa suelo escuchar cierto revuelo entre los asistentes y un poco de escepticismo que soluciono con un ejemplo básico muy español… «¿Nos podemos imaginar lo que puede suponer un buen jamón que esté mal curado?…¡al final este jamón será sin duda un mal jamón! Por este motivo en la industria cárnica del jamón(esa maravilla nacional), procuran el mayor tiempo posible, el mayor mimo y cuidado en esta fase al igual que en las otras tres fases previas, ya que de ello depende la calidad final del producto. El asentimiento del aforo es unánime ya que un buen jamón debe inexcusablemente pasar por todo un proceso de evolución y transformación que finaliza con un buen curado en bodegas-cuevas preparadas y aclimatadas para ello.
El Curado en un pavimento
El curado de un pavimento de hormigón es la fase que transcurre una vez acabado el proceso de producción de un pavimento, que suele suceder tras unas 6-12 horas tras el vertido, colocado, extendido, talochado y sucesivas fases de pulido.
Se debe previamente y antes del inicio de la obra, a la vez que se establece la fase preliminar de Estudio de Diseño y Caracterización, realizar un estudio minucioso de la climatología y las condiciones ambientales que tendremos en el entorno y recinto de la buscando un Sistema de Curado de alta Eficacia, avisando a todos los vigilantes de la calidad que un buen curado debe prolongarse hasta que dispongamos de tasas de evaporación “estables no crecientes”, esto suele suceder a las 200 horas(8,3 días) y se entiende como “momento de tasa estable no creciente” a partir de las 336 horas(14 días) de curado para obtener el 100% de las prestaciones objetivas.
El Código Técnico Estructural (RD 470/2021) Cap.11/Art.52.5 contempla que, durante el fraguado y primer período de endurecimiento del hormigón, deberá asegurarse el mantenimiento de la humedad del mismo mediante un adecuado curado.
Éste se prolongará durante el plazo necesario en función del tipo y clase del cemento, de la temperatura y grado de humedad del ambiente, etc. El curado podrá realizarse manteniendo húmedas las superficies de los elementos de hormigón, mediante riego directo que no produzca deslavado. El agua empleada en estas operaciones deberá poseer las cualidades exigidas en el artículo 29 de este Código.
El curado por aportación de humedad podrá sustituirse por la protección de las superficies mediante recubrimientos plásticos, agentes filmógenos u otros tratamientos adecuados, siempre que tales métodos, especialmente en el caso de masas secas, ofrezcan las garantías que se estimen necesarias para lograr, durante el primer período de endurecimiento, la retención de la humedad inicial de la masa, y no contengan sustancias nocivas para el hormigón.
Notas previas sobre los filmógenos agentes de curado
Los compuestos de curado surgieron por la necesidad de reemplazar la práctica de mojar la superficie con agua, con tratamientos más efectivos en curado, en protección y en realzamiento final del aspecto de acabado.
La característica más importante de un compuesto de curado es su capacidad para proteger el contenido de humedad dentro de la mezcla, pero existen otras propiedades, tales como aporte a la resistencia al desgaste de la superficie, adherencia a recubrimientos, dureza, aunque éstas pueden ser difícilmente identificables dado que dependen mayormente de otras propiedades del hormigón.
Escoger un sistema de curado adecuado es primordial para que una vez que se haya acabado la producción, vertido, colocación y aplicación del hormigón-concreto, este descanse en óptimas condiciones y repose de manera sosegada y tranquila para que se pueda generar un conglomerado acorde al desempeño de todos los esfuerzos y precauciones planteadas desde el diseño y en el control de suministro que genere las siguientes propiedades:
Que forme un filmque proteja la superficie en los días iniciales de la puesta (sobre todo en las primeras 72 horas) en servicio del pavimento actuando también como sellador y antipolvo.
Que favorezca un curado lento y que aumente la resistencia final del hormigón.
Que ayude a eliminar sistemáticamente las microfisuras superficiales y que mejore la Retracción superficial.
En general, el mejor compuesto de curado será aquel que retenga mejor la humedad y evaporación del agua.
Tipos de sistemas de curado
Existen tres tipos genéricos de sistemas de curado para pavimentos de hormigón-concreto:
1 Métodos tradicionales
2 Método acelerador
3 Método adecuado para pavimentos
Los que mantienen la presencia de humedad, como es el curado con agua o la cubrición con plástico de galga adecuada, solapado con cinta adhesiva y asegurando un tapado total de la losa.
Los que aceleran el desarrollo de resistencia, proporcionando calor y humedad, como es la aplicación de vapor.
Los que previenen la pérdida de humedad, como las membranas de curado y los retardadores de evaporación.
Tipos de curado genéricos
Los sistemas adecuados para curar losas de hormigones son el método tradicional con cubrición + adhesión de plástico a la losa y las membranas filmógenas de curado adecuadas que evitan la rápida evaporación de agua con alta efectividad, esté último método es el más usual para las losas de hormigón actuales y se contempla, pondera y regula en la norma ASTM C309 que evalúa la capacidad de curado que los curadores, membranas o sistemas de curado generan sobre superficies de hormigón.
Según la norma ASTM C-309, existen tres tipos básicos de membranas de curado:
Tipo 1
Tipo 1-D
Tipo 2
Membranas claras o traslúcidas sin tinte
Membranas claras o traslúcidas con tinte temporal
Membranas con pigmentación blanca
Adecuadas
No recomendables para pavimentos de hormigón por su coloración
Además, existen dos tipos de base, o vehículos para la naturaleza del curador
Clase A
Clase B
Membranas en base de resinas con diluciones en base de agua
Membranas en base de resinas con diluciones en solventes
Si buscamos que esa masa gelificada denominada hormigón-concreto, que parte inicialmente de diversas materias primas en polvo que al mezclarse con agua en conjunto con diversos aditivos e hidratarse con posterior mezcla enérgica hasta dipersión efectiva, transmute hacía un conglomerado denso, compacto, de gran durabilidad, debemos ser conscientes de que jamás lo hará de manera correcta y efectiva por si misma dependiendo para ello de estos factores que debemos conocer y debemos procurar ayudar en lo que esté en nuestra mano:
–Los factores exógenos que pueden alterar esa evolución en muchas de las ocasiones los podemos controlar o minimizar en la medida de lo posible como son las condiciones ambientales, los diferentes gradientes, la puesta en obra, la protección del pavimento, etc.
-Los factores endógenos, sin embargo, dependerán fundamentalmente de un conjunto de puntos clave entre los que distinguiremos los que podemos intentar controlar y los que intentaremos procurar su mejora para lograr una completa y verdadera metamorfosis pétrea.
Factores endógenos que podremos controlar
Factores endógenos que no podemos controlar en su totalidad
Los que no podemos controlar
Los que podemos intentar controlar
·Un diseño adecuado a las exigencias y una composición equilibrada
·Una fabricación que procure niveles de homogeneidad y dispersión altos de la masa
·Un suministro cuidadoso y sin roturas
·Una puesta en obra acorde
·Las fases de endurecimiento de la masa
·Las fases de cristalización de la masa y formación mineralógica
·Las fases de formación de la estructura capilar
·Evitar una evaporación alta del agua en la masa con «un eficaz y correcto curado» que nos ayude a mejorar aquellos factores que no podemos controlar como
Por ello ese factor «controlable en cierta medida» como es el curado de un hormigón-concreto influirá directa y notablemente en la calidad final del pavimento en las siguientes prestaciones:
En el aumento o disminución de prestaciones finales: diversas prestaciones mecánicas, y resistencias finales, dureza superficial, resiliencia, módulos de deformación, etc
En los posibles cambios de volumen con todo lo que esto representa en la contracción-retracción-expansión con patologías diversas de fisuración y microfisuración en todas sus categorías
En el aumento o disminución de la porosidad y la estructura capilar
En la homogeneidad superficial y acabado estético
En la disminución o aumento de diversas patologías
Puntos en los que incide directamente el sistema de curado
Ratios de tasas de evaporación del curado de un pavimento
Un curado adecuado debe siempre realizarse con un sistema efectivo, contrastado y verificado que cumpla los requisitos marcados en la ASTM C-309.
Estos requisitos pasan fundamentalmente por evitar que haya tasas de evaporación superiores al 20,7% del agua contenida en el pavimento en las edades iniciales de la fase de curado(aproximadamente 72-76 horas).
Para ello debe utilizarse el sistema elegido que no solo cumpla esas tasas de retención de agua, sino que en lo haga en una sola dotación de film correcto <150 g/m2 y que su película no genere problemas diversos como pueden ser: falta de homogeneidad del film sin acumulamientos, cambios de tonalidades (amarilleos, blanqueamientos, marcas, manchas, etc.), diferencias de brillo, falta de secado, excesiva reticulación con fenómeno de «piel de naranja», alta resbaladicidad y deslizamiento superficial, etc.
Muchos sistemas ofrecen garantías que cumplen esas tasas, pero con dotaciones imposibles de aplicar sobre una superficie de un pavimento que además generaran problemáticas diversas.
Quiero y debo pronunciarme al respecto: «en el mercado la gran mayoría de sistemas filmógenos curadores no cumplen esas tasas de retención de evaporación en las dotaciones que prometen y lo único que aportan son estética«. Le aconsejamos que estudien y ratifiquen que los sistemas que vayan a emplear procuren evitar fehacientemente esas tasas de evaporación y además no perjudiquen las prestaciones finales del pavimento.
La fase de curado debe hacerse desde el primer momento posible e inmediatamente que se haya acabado la fase final de la producción con la finalización del afinado final evitando en la medida de lo posible que no haya esperas o tiempos muertos ya que cada minuto será similar a cuando no cerramos un grifo con paso de agua…. el agua si alguien no cierra ese grifo sigue saliendo y el caudal de pérdida dependerá de muchos factores pero la cantidad final de litros perdidos será sin duda un número inesperado de litros desperdiciados. En el caso de una losa de pavimento tendremos la evaporación temprana de muchos l/m2 que serán necesarios para un correcto endurecimiento y cristalización del futuro conglomerado, siendo clave las horas iniciales.
Cálculos de las tasas de evaporación
La tasa de evaporación de agua de un hormigón se puede calcular con los tres siguientes métodos:
Método 1
Método 2
Método 3
Fórmula Carl A.Menzel
The American Concrete Institute ACI 116
Nomograma Paul J. (1998). Plastic shrinkage cracking and evaporation formulas.
W= 0,44(e0-ea)(0,253+0,096V) donde: W = peso (en libras) de agua evaporada por pie cuadrado de superficie por hora (lb / ft 2 / hr), eo= Presión de presión de vapor saturado a la temperatura de la superficie de evaporación, psi, ea = presión de vapor del aire, psi, y V = media del aire horizontal o la velocidad del viento medida a una nivel de alrededor de 20 pulgadas más alto que la superficie de evaporación, mph.
E= 5 ( [ Tc + 18]2.5 – r [ Ta+ 18 ]2.5 )(V + 4) x 10-6 E = Evaporation Rate, kg/m2 /hr Tc = Concrete (water surface) Temperature, C Ta = Air Temperature, C r = Relative Humidity (percent)/100 V = Wind Velocity, kph
Tasa Presión saturada vapor de agua [kPa] T=Temperatura en ºC Tasa evaporación [kg/m2/h] eso=Presión de vapor en la superficie de hormigón [kPa] esa=Presión de vapor del aire [kPa] r=Humedad relativa [%]/100 V=Velocidad del viento[km/h]
Métodos de medición de Tasas de Evaporación
Para cálculos de tasas de evaporación en obras de pavimentos de hormigón el Método Nomograma es sin duda el más adecuado y factible de medir con exactitud y desde hace años hemos comprobado su efectividad y su alta tasa de acierto.
Se debe medir con exactitud las variables con aparatos de medición meteorológicos adecuados, como pueden ser las estaciones meteorológicas y no utilizar aplicaciones de móviles o internet que presuponen temperaturas, humedades, vientos y exposiciones locales y que suelen confundir genéricamente a error en las mediciones de las variables en obra.
Para ello debemos medir varias veces al día los siguientes parámetros:
La temperatura del aire, entre 1,2 y 1,8 [m] sobre la superficie de hormigón y a la sombra.
La humedad relativa, también a la sombra, entre 1,2 y 1,8 [m] sobre la superficie de hormigón y en el extremo anterior al sentido del viento, para que la humedad del hormigón no afecte este valor.
La velocidad del viento se debe medir a 0,5 [m] sobre la superficie, considerando las fluctuaciones a lo largo del día
Punto de Rocío
Otro elemento que nunca se tiene en cuenta y que es de vital importancia es el “Punto de Rocío” y aún más a tener en cuenta si hacemos una obra de interior en un continente aislado.
Este es el valor al que debe descender la temperatura del aire para que el vapor de agua existente comience a condensarse.
El punto de rocío puede calcularse directamente con los datos de temperatura y humedad relativa existentes en un momento dado. Esos datos pueden provenir de los informes meteorológicos emitidos radialmente, o registrados por instrumental.
Como ejemplo podemos determinar de un día determinado, en la cual tenemos 26º de temperatura y 60% de humedad relativa, el correspondiente punto de rocío (de acuerdo con la tabla) es de 18º.
Pero ¿qué significan estos 18 grados? Pues bien: si el aire de la zona se enfría rápidamente, y la temperatura desciende de los 26º actuales hasta los 18º del «punto de rocío» (o sea, un descenso de 8 grados en pocos minutos), sucederán dos fenómenos meteorológicos consecutivos. Primero, se formarán pequeñísimas gotas de agua líquida (rocío) sobre todas las superficies lisas que se encuentran al aire libre.
Esas gotitas de rocío son las que dan el nombre a «Punto de Rocío». Enseguida la condensación de agua también se producirá en el aire, formándose innumerables gotitas de agua en suspensión, las cuales constituyen una niebla.
Por lo tanto, el punto de rocío es la temperatura, a la cual, en un aire que se enfría, comienza la formación de niebla, y también de rocío sobre los objetos.
Se debe medir mediante termohigrómetro digital se tomarán medidas de temperatura y humedad relativa del ambiente y se calculará el correspondiente punto de rocío. Hay algunos aparatos que ya lo miden en el momento Td/Tr, así como la diferencia con la temperatura ambiente.
En forma estimativa, se ha podido comprobar que cuando en el aire el punto de rocío se encuentra entre 8 y 13º, una masa cementicia se halla en una condición ambiental correcta, especialmente con temperaturas de 20 a 26º, a la sombra y en un sitio sin viento. Son éstas las condiciones meteorológicas más propicias para un normal curado.
El punto de rocío ideal para una producción correcta de hormigón es el de 10º. Este valor existe en el aire, por ejemplo, con 30º de temperatura y 30% de humedad, así como también con 20º de temperatura y el 55% de humedad (observar tabla). Es interesante destacar que cuando el punto de rocío es de 10º, la cantidad real de humedad existente en el aire es de 7,5 gramos de vapor de agua por cada metro cúbico de aire (con presión atmosférica normal).
Existe una correspondencia entre la temperatura del aire, la humedad relativa y el punto de rocío. Por ejemplo, si en un tanque la humedad relativa es del 50% y la temperatura es de 16°C, el punto de rocío será de 5°C. En cambio, con la misma humedad relativa y una temperatura de 20°C, el punto de rocío subirá a los de 8,5°C aproximadamente.
Punto de Rocío a la que el aire se condensará
Denominación
Comentario general
-5 a -1
Aire muy seco
Según el CodERD 470/2021) Cap.11/Art.52.5 No se puede trabajar
Oº a 4º
Aire seco
Según el CodERD 470/2021) Cap.11/Art.52.5 No se puede trabajar
5º a 7º
Bienestar seco
Según el CodERD 470/2021) Cap.11/Art.52.5 No se puede trabajar
8º a 13º
Bienestar máximo
Condiciones óptimas de trabajo y curado
14º a 16º
Bienestar húmedo
Vigile pérdidas de agua rápidas de agua superficiales, así como condensaciones y microlluvias durante el proceso de curado
17º a 19º
Calor húmedo
Clima «pesado» con temperaturas de 20 a 26º. A mayores marcas térmicas, el calor se va haciendo incómodo.
20º a 24º
Calor húmedo sofocante
Se aconseja refrigerar el entorno para producir y para el curado de la superficie de hormigón. Existirá una Intensa sensación de incomodidad y malestar, especialmente con temperaturas de 30º o más. Hay peligro de «golpe de calor». Al sol, peligro de insolación y de evaporación inmediata del agua del hormigón. El agua que se evapore generará una corriente continua que irá de la superficie del hormigón hacía el techo para luego bajar progresivamente como microlluvia.
25º o más
Calor muy húmedo e intolerable
Se aconseja refrigerar el entorno para producir y para el curado de la superficie de hormigón. Utilizar de inmediato sistemas de curado que eviten evaporaciones rápidas de agua. Existirá un clima insalubre y muy peligroso, especialmente con marcas térmicas de 30ºc o superiores. El agua que se evapore generará una corriente continua que tiende a ir de la superficie del hormigón hacía el techo para luego bajar progresivamente como microlluvia.
Gráfico de Curvas del Punto de Rocío
Este gráfico permite controlar el riesgo de condensación en los soportes. Es necesario conocer tres parámetros: la temperatura ambiente, la humedad relativa del aire, y la temperatura del soporte.
El principio de utilización es el siguiente: marcar la temperatura ambiente (punto a), tomar la vertical hasta alcanzar la curva correspondiente a la humedad relativa (punto b), seguir la horizontal hasta alcanzar la curva de la humedad relativa igual al 100 % (punto c), leer la temperatura en la vertical de este último punto (punto d).
Esta temperatura, temperatura del punto de rocío, es la del soporte por debajo de la cual tiene lugar la condensación. De este modo, la temperatura del soporte deberá ser superior a dicho valor último aumentada en 3 grados. (Ejemplo: para T ambiente = 20ºC y HR = 70 %, la temperatura del soporte deberá ser superior a 17ºC = 14ºC + 3ºC).
Cálculo de Punto de Rocío con la Relación de Temperatura y Humedad relativa Rh%
El Punto de Rocío puede ser el causante de varias patologías en el hormigón:
Capas de rodadura o superficies con bajas resistencias mecánicas.
Delaminaciones entre las capas de rodadura y las superficies de hormigón al quedar agua entre las dos capas generando nula adherencia o cristal químico.
Microfisuras plásticas.
Ejemplo de cálculo de tasas de evaporación
En Betonia hemos realizado miles de ensayos de retención de agua según la ASTM C-309 con diferentes sistemas de curado y diferentes compuestos filmógenos curadores.
Muchos de estos ensayos fueron realizados en las mismas obras(superficies promedios de 1.400-1.600 m2) con resultados muy fidelignos en condiciones de control de gradiente ambiental monitorizado continuo(temperatura y humedad ambiental, punto de rocío, control gradiente en la masa, ect) sin exposición solar y corrientes que afecten a desecaciones superficiales.
Si establecemos que la ASTM C-309 marca una evaporación de pérdida de agua máxima de 20,7% en las primeras 72-76 horas obtendremos los siguientes cálculos de un hormigón concreto tipo HA-25/20/F/IIb->C20-25/XC3-F3-S4:
-Contamos con un pavimento tipo CT/C65/F11/AR2/RWBF/B2,0 y un espesor de losa de 25 cm lo que supone 1 m3 /e=25cm=3,975m2.
-Dicho hormigón cuenta con 152 l/m3(agua nominal final) y una r a/c 0,51 para 300 kg/m3 de cemento.
-En 1 m2 tendremos por tanto 38,28 lt de agua.
-Siguiendo el criterio de tasa de evaporación máxima de 20,7% que marca la ASTM C-309 en las primeras 72 horas, obtendremos que la tasa máxima de evaporación será de 7,915 l de agua tras la cual ya habremos sobrepasado el límite establecido.
Los resultados monitorizados durante el periodo de curado de 200 horas en pérdidas de % y l/m2 son los siguientes.
Si analizamos exhaustivamente estos datos, llegaremos a las siguientes conclusiones:
-Un buen método de curado es un rociado de agua sobre la situación del pavimento con posterior tapado de la superficie mediante lámina de plástico. Estéticamente puede generar varios problemas ya que puede dejar marcas, acumulaciones de agua, manchas, etc.
-Existen curadores ineficaces que incluso procuran tasas de evaporaciones tempranas más altas que si la superficie no tuviera filmógeno curador o sistema de curado alguno, ello es debido a la modificación que realizan de manera directa en la estructura capilar agrandando y ensanchando el tamaño de esta.
-No todos los curadores procuran tasas de evaporación a las 48 horas correctas sobrepasando ya el límite establecido de 20,7% generando tensiones inmediatas.
-Existen curadores filmógenos que si cumplen estas tasas de evaporación y para ello debe buscarlos, estudiarlos y no confiar en promesas comerciales vacías y carentes de contrastes técnicos creíbles.
Anteriormente mencionamos que existe evaporación desde que el hormigón-concreto se vierte, coloca y extiende. El peligro comienza al finalizar la producción, en la cual sin perder tiempo debemos buscar el mejor sistema que podamos para evitar cualquier evaporación extraordinaria del pavimento, ya que en el momento que tengamos niveles de evaporación superiores a 1 kg/m2/h, según ACI(CSA A23.1), tendremos con total seguridad retracciones tempranas y como consecuencia fisuraciones múltiples inmediatas o edades medias.
Las alarmas ya deben empezar a saltar cuando esa tasa se sitúe a 0,5 kg/m2/h con un nivel de tensiones que ya pueden producir por sí mismas microfisuras generalmente plásticas. Así en la primera hora se puede perder, dependiendo de la temperatura, humedad, punto de rocío, corrientes y gradientes de la masa cementicia hasta un 10%. En las primeras 6 horas estos niveles pueden elevarse hasta el 30% que en el caso de un alto punto de rocío generará evaporaciones e hidrataciones continúas parecidas al fenómeno de exudación, generando superficies que no ganarán resistencia alguna y materiales altamente porosos en sus superficies.
Cuanto mayor sea el gradiente ambiental y en la masa esas tasas de evaporación se multiplicarán generando sin duda mayores problématicas.
Microfisuración temprana debida a un mal o inexistente curado
Uno de los puntos claves en esta fase, si no se tiene cuidado con la evaporación temprana , será el fenómeno de la fisuración y la microfisuración por retracción plástica y aconsejamos conocer con exactitud y nunca suponer estas tres cuestiones claves:
El nivel de pérdida de agua por evaporación en sus horas iniciales
Los cambios de volumen que puede tener el hormigón en todas sus fases y en todos sus tipos: expansión y contracción-retracción final
La evolución de los gradientes internos de la masa que puedan afectar a la madurez, velocidad de fraguado y el curado.
Factores que no se deben suponer y deben conocerse en la mayor exactitud posible
De nada nos servirá mitigar al mínimo ratio esos cambios de volumen con cualquier sistema de control de volumen, incluida la «química compensadora» a base de expansores +desinhibidores de tensión si esa masa pierde gran cantidad de agua en esta fase inicial que le hará falta para su necesario y correcto curado generando multitud de fisuras.
Esta microfisuración plástica a veces ocurren en la superficie del hormigón-concreto poco después de que se ha vertido o colocado, mientras se está realizando las fases productivas de pulido o poco después. Esta patología puede ocurrir en cualquier momento en que las condiciones ambientales produzcan una rápida evaporación de la humedad de la superficie. Estas aperturas ocurren cuando el agua se evapora de la superficie más rápido de lo que puede subir a la superficie durante el proceso de sangrado. Esto crea una rápida contracción por secado y tensiones de tracción en la superficie que a menudo resultan en microfisuras cortas e irregulares.
Las siguientes condiciones, individual o colectivamente, aumentan la evaporación de la humedad superficial y aumentan la posibilidad de microfisuración genérica por contracción plástica:
Las de formación del silicato cálcico hidratado, responsable de las resistencias.
Las de la expansión con las formaciones de etringita y portlantita según el tipo de cemento empleado.
Si no disponemos de una suficiente humedad es muy posible que no se genere una expansión efectiva o suficiente. Este factor es primordial ya que si el hormigón no contempla una humedad ≥50% nunca obtendremos una correcta expansión. Tengamos en cuenta que el expansor es una carga inerte y la única que activará su función será la humedad. Nuestra experiencia es que si queremos una inmediata y dilatada expansión debemos procurar durante las dos primeras semanas de curado una humedad en el hormigón cercana al ±80% con sistemas de curado que lo aseguren.
Por lo tanto si su pavimento no dispone de un correcto curado que asegure esas tasas límite de evaporación la química compensadora será baldía y su acción nula.
Influencias del curado en prestaciones finales objetivas
Para obtener unos resultados de “altas prestaciones” en un pavimento debemos recordar que se trata de un sistema combinado “Hormigón-Concreto+Capa rodadura endurecedora+Curado” al que le debemos una multiplicación de las propiedades iniciales y finales del pavimento.
En ese sistema juegan esos tres elementos que podremos diseñar, monitorizar, seguir su evolución, analizar y evaluar desde la producción, a la puesta en servicio e incluso con el paso del tiempo, valorar de manera individual y conjunta como futuro conglomerado monolítico.
Ganancia Resistencias características de hormigones-concretos patrón en % sin curado y con curados
En el gráfico anterior se muestra el comportamiento macro del hormigón-concreto en lo que respecta a su desarrollo de resistencia en función del tiempo y del tipo de curado.
Se puede observar claramente que un defecto de curado afectará al potencial de resistencias mecánicas características del mismo haciendo que todo su potencial sin curado jamás pueda conseguirse, sin embargo, curados efectivos en hormigones-concretos con menores propiedades pueden lograr iguales resistencias.
Otro punto que aún estamos determinando con estudios de Investigación son los niveles de porosidad en hormigones-concretos curados y otros que no lo estén, a buen seguro serán muy diferentes y en los que tengan sistemas de curado eficaces estos serán ostensiblemente más bajos que los primeros, pero hasta disponer de resultados definitivos estos estudios no podemos arrojar datos ni manifestar nada al respecto.
Sigan atentos que esperamos noticias interesantes al respecto.
Este conocimiento que aquí compartimos es parte del Programa hacía el conocimiento activo y la industria de la construcción 4.0 que hemos iniciado hace una serie de años con varias series de actividades formativas, ponencias, jornadas técnicas-prácticas, publicaciones, proyectos etc. trasladando parte de nuestro conocimiento con el fin de singularizar, dignificar, reconocer y destacar los pavimentos de hormigón como unidad específica dentro del mundo de la construcción industrializada.
Nos ha costado mucho esfuerzo, tiempo y multitud de errores solventados, siempre con método empírico, para llegar a disponer de esta experiencia que ahora compartimos, siendo conscientes de que no es más que una pequeña parte del «verdadero conocimiento».
Aquellos que deseen copiar, usurpar o adquirir sin merecimiento deber tener claro que los conocimientos ‘se adquieren, se trabajan y se perfeccionan de manera propia mediante mucho trabajo, vencer barreras y superarse cada día.
En el “Código Estructural CodE Real Decreto 470/2021 Capítulo 11/Artículo 51 Fabricación y suministro del hormigón-concreto” y en el “Capítulo 9 Control de Producción de la UNE EN-206-1 del Eurocódigo 2” se detallan como debe ser la fabricación y suministro del hormigón.
El 22 de marzo del 2021 se publicó el Real Decreto 163/20 aprobando la Instrucción Técnica para la realización del control de producción de los hormigones fabricados en centrales de producción de hormigón-concreto.
Entendemos que el proceso de realizar un pavimento de hormigón de “altas prestaciones” se asemeja a la producción de un prefabricado industrializado de máxima exigencia.
La diferencia sustancial es que el pavimento se realiza “in situ” sin posibilidad de error alguno y para ello se debe procura realizar una correcta producción en todas sus fases con los recursos y conocimiento siempre a disposición, determinando un control férreo y disciplinado haciendo que la elaboración del hormigón-concreto se ajuste a su estricto diseño y no existan, en la medida de lo posible, desviaciones atípicas o falta de homogeneidad que afectará a la calidad del pavimento final.
2.Factores clave
Los factores clave a tener en cuenta para disponer de una correcta producción de un hormigón-concreto para pavimentos son las siguientes y deben ser hitos de contraste que constate fehacientemente correspondencia con el diseñado y caracterizado previamente en los ensayos realizados en laboratorio.
Control en acopios de los materiales
Los materiales deben tener un riguroso control diario en el cual se puedan detectar inmediatamente cambios o contaminaciones que puedan afectar al hormigón-concreto. Así mismo diariamente y en varias veces durante el suministro deben realicen mediciones de humedades y temperaturas para el control de agua nominal a aportar al amasado sin olvidar que al cambiar de frentes de cantera pudiéramos tener posibles cambios de material y con ello diferentes absorciones que afecten a la r a/c.
Control del agua nominal
Una vez que hayamos ajustado las humedades que dispongan los materiales y que serán agua que aporte a la receta, con el sistema de sondas medidoras de humedad y si el programa no las descuenta en la receta como agua a no contabilizar, deberemos descontarla del total del agua nominal deberemos descontarla del total del agua nominal, teniendo en cuenta que habrá que también descontar la absorción de todos los materiales. Eso supone que haya alguien responsable que conozca el método de ajuste y lo calcule para programar en cada momento la cantidad de agua nominal que necesita la receta para la consistencia objetiva diseñada. Agua Total en receta(agua efectiva)=(agua aportada en receta+agua aporte de humedades de los materiales+agua aditivos)-absorción de los materiales Los ajustes preliminares deben llevarse en una sistema/hoja de cálculo que calcule automáticamente la cantidad de agua nominal tras insertar las cantidades de humedades obtenidas, ya que el valor de absorción será un valor fijo mientras no cambie el material, la temperatura o las humedades. También se ajustarán en dicha hoja los ajustes necesarios de volumen por aumento o disminución del agua y las arenas. Una vez que se disponga de la cantidad de agua necesaria si la central de comando dispusiera de un programa informático de gestión de producción de hormigón-concreto preparado que realizará los ajustes de la receta automáticamente incluyendo el volumen. Si disponemos de central de producción vía húmeda podremos también llevar un control de la medida de la consistencia que normalmente se harán por amperímetro o watímetro diferencial que miden la intensidad, energía o velocidad en la amasadora en la amasadora lo que nos dará unos valores guía para establecer las lecturas correctas que asignaremos a la consistencia objetiva.
Control de los tiempos de amasado
Partamos de la base de todo hormigón-concreto debe ser fabricado con amasadora por vía húmeda y aún más si está destinado a suministro para pavimentos de altas prestaciones y exigencias. Un punto para tener en cuenta es el tiempo necesario de amasado para lograr una dispersión homogénea y constante. Para ello es necesario establecer previamente que cantidad de tiempo es necesaria y coordinarse con el equipo de producción para que sean estrictos con cada ciclo de carga y la suma de todos los tiempos de los ciclos de carga no supere los 15´por camión para no obstaculizar el ritmo de producción. Habrá así mismo que establecer la cantidad de amasado por ciclo más conveniente para establecer una relación calidad-producción acorde.
Control de la homogeneidad
Deberán periódicamente realizarse ensayos de homogeneidad para detectar que la línea productiva es estable, según Tabla 71.2.4 de la E.H.E.-08 midiendo: consistencia, densidad en fresco, cantidad de árido grueso, módulo granulométrico del árido grueso y contenido de aire por las UNES Correspondientes. Así mismo deben evaluarse la necesidad de realizar calibraciones y tarados periódicos fuera del plan anual para verificar dosificaciones exactas.
Control de las características en fresco e idoneidad de suministro
Diariamente deben realizarse controles de campo tras fabricación descargando del camión aleatoriamente para evaluar trazabilidad en las características y homogeniedad según Tabla 71.2.4 midiendo: consistencia, densidad en fresco, cantidad de árido grueso, módulo granulométrico del árido grueso y contenido de aire por las UNES Correspondientes.
Control del transporte
El transporte debe realizarse en camiones hormigonera iguales de capacidad y a poder ser con una capacidad del 40% de su carga, lo cual es esencial para una buena homogeneidad. Es necesario controlar la flota que esta esté en perfecto estado de uso y mantenimiento, que se informe a todos los conductores de las altas exigencias de transportar este hormigón sin adición de agua cargando con la cuba en velocidad de agitación que mantendrá durante el transporte, antes de la descarga del hormigón, girará a velocidad de amasado durante al menos dos minutos.
Factores claves a tener en cuenta
Todos estos puntos deben ser informados, comentados, compartidos, aceptados e implementados con la planta de hormigón-concreto que realice el suministro asegurando que se llevan a cabo con disciplina y que todo el personal estará implicado en llevarlos a cabo como política de mejora continua conjunta.
3.Determinación del cálculo del agua nominal para ajuste en receta de hormigón-concreto
Primeramente y como paso inicial, deben determinarse las humedades de los materiales para obtener la cantidad resultante del agua a aportar en receta. Posteriormente deben contemplarse si los acopios y los materiales han cambiado o sufren gradientes de temperatura que modifiquen su capacidad de absorción que afecten a la relación agua cemento r a/c con toda la problemática que ello conlleva.
Se realizarán cada día siguiendo los siguientes pasos de un método rutinario de trabajo que consta de los siguientes puntos:
Intervalos de tiempo
Cada día se medirán las humedades de los materiales con la carencia de tiempo siguiente: El material que quede en tolvas almacenado la noche anterior y que será el utilizado en los suministros de primera hora se medirá el día anterior, teniendo en cuenta que los dos primeros camiones dispondrán de mayor nivel de humedad por la acumulación de agua en la parte inferior de las mismas. Se realizará una medición antes de arrancar el suministro para tener claros los niveles de humedad a partir de agotar el consumo existente en tolva. A media mañana, y sobre todo a la llegada de bañeras que lleguen con materiales húmedos, se volverá a realizar una o dos mediciones que nos ayuden a aproximar el nivel de humedad a la realidad y ajustando el cálculo del agua nominal
Método de medición y comunicación
Personal
El personal que determine las humedades debe disponer de la formación y conocimiento adecuado para realizar las mediciones y cálculos con eficacia y destreza sin que afecte a las producciones de forma cualitativa o cuantitativa.
Lugar y equipos para medición
Para realizarestas mediciones se debe disponer de los recursos, medios necesarios y disposición para que se pueda realizar en las condiciones adecuadas. Disponer de un lugar a techo, con electricidad y luz sin movimientos ni trasiegos cercanos en el cual todos los días se puedan realizar las mediciones con tranquilidad. Puede realizarse por secado por microondas, hornillo u otro método que sea cómodo y eficaz. Debe contar con utillaje en perfectas condiciones para su uso: Cuencos, sartenes, cucharas, pinceles, mesa de trabajo y báscula de precisión con precisión de ± 1g y que esté nivelada y sin movimiento que pueda afectar a las mediciones. Debe confeccionarse un método de registro que nos ayude a realizar los cálculos de forma automática, siendo ideal diseñar una hoja de cálculo que además sirva como registro.
Método de realización
Recoger muestras de acopio mezclando varias recogidas de la superficie y el interior del acopio. Los intervalos de tiempo han de ser los mencionados en el primer punto de este apartado. Realizar el ensayo de determinación de humedades, bien con métodos de control por sondas en acopios o en tolvas, bien por ensayos de determinación de cada material según UNE‐EN 1097‐6 (UNE-EN 12620 Áridos para hormigones). Realizar el cálculo de humedades totales utilizando sistemas de cálculo con hojas en las que establezcamos en tablas el peso Inicial del material húmedo y el peso final ya seco, arrojando automáticamente el % de humedad final y la cantidad de agua que aporta cada material por la humedad que dispone en acopio. Una vez que hayamos determinado las humedades que dispongan los materiales, debemos de tener en cuenta que estas serán cantidades de agua/s que se aporte/n extraordinariamente a la receta, y supervisar si el programa realiza automáticamente: Las correcciones de defecto de volumen aumentando o disminuyendo la cantidad de material que debe de introducir para paliar esa cantidad que falta de material que no se aporta al contar con humedad. Si tiene en cuenta ese aporte de agua proveniente de las humedades restando agua del agua aportada en cada momento para cumplir con la relación agua/cemento objetiva. Ese programa debería de tener en cuenta también que es necesario descontar la absorción de todos los materiales, como se detalla en el punto siguiente.
Método determinación de humedades antes y durante la producción del hormigón-concreto
Una vez que hayamos determinado las humedades que dispongan los materiales y realizado las correcciones de volumen oportunas, debemos de sumar también las otras cantidades de agua que dispondrá la receta y restar a esta suma la absorción que efectuarán los materiales, teniendo en cuenta el efecto de velocidad de absorción según el gradiente que estos tengan que será de suma importancia sobre todo en gradientes de temperatura altos y continuos en el tiempo.
+ (sumatorio)
Agua 1
Agua 2
Agua 3
Agua 4
Agua aportada en receta
Agua proveniente de las humedades
Agua proveniente de los aditivos
Agua aportada en la secuencia posterior a la producción de ajuste y/o lavado(que debe registrarse) y que nunca se tiene en cuenta ni se imputa
– (resta)
Resta de agua en la receta por absorción
Absorción que realizan los materiales y que puede variar o verse afectada por la velocidad de absorción motivada por gradientes de temperaturas y también por la cantidad de humedades que dispongan los materiales.
Determinación del cálculo del agua nominal
Eso supone que deba haber alguien formado, preparado y responsable que conozca el método de ajuste y lo calcule para programar en cada momento la cantidad de agua nominal que necesita la receta para la consistencia objetiva diseñada.
El cálculo debe realizarse cada día, en los tiempos que marque la producción y cambios de acopios de manera disciplinada y meticulosa, no dejando ninguna cantidad de agua, ni humedades de cada material sin conocer y para ello podemos utilizar la siguiente ecuación:
Los ajustes preliminares deben llevarse en un registro hoja de cálculo que calcule automáticamente la cantidad de agua nominal tras insertar las cantidades de humedades obtenidas, ya que el valor de absorción será un valor fijo mientras no cambie el material. También se ajustarán en dicha hoja los ajustes necesarios de volumen por aumento o disminución del agua y las arenas.
Una vez que se disponga de la cantidad de agua necesaria, si la central de comando dispusiera de un programa de gestión productiva, etc., éste realizará los ajustes de la receta automáticamente incluyendo el volumen.
Si se dispone de central de producción vía húmeda podemos también se puede llevar un control de la medida de la consistencia que normalmente se harán por amperímetro o watímetro diferencial que miden la intensidad, energía o velocidad en la amasadora, lo que dará unos valores guía para establecer las lecturas correctas que asignaremos a la consistencia objetiva.
4.Tipos Controles como Sistema de Vigilancia y Trazabilidad
Una vez se tenga clara la cantidad de agua a aportar en receta y la cantidad de agua a aportar en la fase de ajuste y/o lavado mediante contador, sí esta fuera necesaria, se dispondrán las siguientes acciones de control de idoneidad:
↪Refererente a la entrega y recepción del hormigón-concreto
En el “Código Estructural CodE Real Decreto 470/2021 Capítulo 11/Artículo 51 Fabricación y suministro del hormigón-concreto” y en el “Capítulo 7 del hormigón fresco” y en el capítulo 8”Control de Conformidad y Criterios de Conformidad” de la UNE EN-206-1 del Eurocódigo 2” se detallan como debe ser un correcto suministro, recepción y aceptación del hormigón en obra .
Entendiendo la singularidad de esta unidad constructiva debemos prestar especial importancia a una correcta recepción de los hormigones-concretos con una inspección efectiva y un control total de la producción de ese hormigón en obra siendo fundamental disponer de una trazabilidad absoluta de lo que transcurra en la obra durante los días de suministro.
Existen tres puntos claves al respecto son los que deben seguirse:
Control de amasado efectivo
Asegurarse de que durante el transporte el camión no haya parado en ningún momento el bombo, ni tampoco haya añadido agua en el proceso de lavado o durante el transporte. Si el hormigón-concreto no estuviera homogéneo o la consistencia no fuera la objetiva debería considerarse “suministro no idóneo” y no aceptar el mismo.
Control del hormigón
Es aconsejable establecer un área de control de hormigón-concreto donde una persona capacitada y formada realice los controles de hormigón durante el suministro y registre los mismos de manera disciplinada con los instrumentos, aparatos y recursos necesarios analizando los siguientes puntos: –Control y medición de la consistencia según método UNE-EN 12350-2 y/o KSlump Tester ATSM C ASTM C 1362-97(Reapproved 2002) –Control y medición de la temperatura tomando registro inicial y evolución a 30 minutos. (todas las mediciones que puedan hacerse durante el suministro) –Control y medición de la densidad en fresco UNE-EN 12350-6:2006 –Control y medición del aire ocluido EN 12350-7 Todo debe registrarse documentalmente. Si hubiera una consultora o laboratorio contratado como servicio externo (control de probetas de resistencia, consistencias, densidades, etc.) el personal de control del equipo de producción debe coordinarse con estos y registrar sus datos.
Control de tiempos de producción
Controlar y analizar los tiempos de producción, la temperatura de la superficie del hormigón-concreto en todas las fases y la evolución del hormigón-concreto comparando con los objetivos establecidos y la tendencia mostrada con disciplina y rigurosidad es un punto que realizar cada día que nos servirá para analizar si existen desviaciones atípicas (cambio de temperatura, corrientes, cambios en el hormigón-concreto, etc.) que obliguen a correcciones inmediatas.
Tipos de controles en inspección de salidas de hormigón concreto
↪Refererente a la Vigilancia y evolución del suministro de hormigón-concreto
En el «Código Estructural CodE Real Decreto 470/2021 Capítulo 11/Artículo 51 Fabricación y suministro del hormigón-concreto” y en el “Capítulo 8 Control de la Conformidad y Criterios de la Conformidad”, en el capítulo 9 ”Control la producción” y en el capítulo 10 ”Evaluación de la Conformidad” de la UNE EN-206-1 del Eurocódigo 2” se detallan como debe ser una correcta supervisión y vigilancia de la calidad y trazabilidad del hormigón-concreto suministrado.
La supervisión parte de un correcto diseño del hormigón-concreto que defina las propiedades objetivas con las debidas tolerancias que serán los rangos de “No Conformidad” tanto para el hormigón-concreto fresco como para el hormigón endurecido ya parte del pavimento.
Una vez definidas las propiedades y las tolerancias, debemos disponer de un sistema de control (a poder ser digital, en línea para que sea actualizable y consultable las 24 horas) que ayude a registrar todo el proceso de suministro (en las salidas de la central de hormigón y/o llegadas a la obra), así como los diversos controles de la evolución del hormigón-concreto desde que pase de fase fresca a endurecida con su última fase de puesta en servicio.
Este sistema de control de Vigilancia en toda la secuencia productiva debe implicar a todos los agentes participantes: Dirección de Obra, Planta de hormigón, Equipo de Producción, Laboratorios y/o personal de control para entre todos lograr un suministro acorde al diseño objetivo, a las normativas vigentes y a las expectativas marcadas previamente.
También se debe definir con claridad los roles de cada vigilante, así como concretar y cuantificar el alcance de control de ensayos a realizar por laboratorios oficiales contrastados que garanticen un espectro de datos correctos para evaluar la calidad y línea de tendencia del suministro de hormigón-concreto.
5.Conclusiones finales
Un laxo, bajo o indisciplinado control del suministro generará bajos niveles de homogeneidad y con ello pavimentos a buen seguro fallidos.
El control del agua nominal efectiva debe de ser sin duda un punto riguroso a controlar durante todo el suministro por todos los actores que participen en la producción del hormigón-concreto, en la supervisión de su calidad y trazabilidad, en las llegadas y en la ejecución del pavimento, no solo será trabajo y responsabilidad del fabricante de hormigón concreto.
Unos niveles de agua fuera de rango crearán diversas problemáticas pero una falta de homogeneidad también lo hará y para ello estos son nuestros consejos:
-Es necesario realizar un cálculo del agua efectiva previo al inicio y evaluar posibles cambios durante el suministro ya que esto nos permitirá mantener una línea equilibrada en las cantidades de agua que dispondremos durante el suministro buscando con ello la mayor homogeneidad posible con todo lo que ello significa en la construcción de pavimentos de hormigón-concreto de altas prestaciones y altas exigencias.
-Debemos de tener en cuenta que los niveles de absorción de los materiales declarados por los proveedores de arenas y áridos-agregados, suelen ser en condiciones perfectas de laboratorio y jamás serán los que tengamos en los acopios o en las tolvas por lo cual estos deben de ser determinados y evaluados previamente para evitar consistencias finales fuera del estándar objetivo.
-Otro punto sobre el cual debe hacerse vigilancia exhaustiva es determinar desviaciones de módulos de finura en las arenas o cambios de gradientes en los diferentes ingredientes que generen desviaciones objetivas, tanto en la absorción, la adsorción, las humedades y con ello la reología, la trabajabilidad, la velocidad fraguado, etc.
-La relación de agua cemento debe de ser contemplada con todos sus expresiones y que ya hemos detallado en el cálculo del agua nominal, en la mayoría de los casos solo se contempla el agua aportada en la receta(olvidando el resto de aguas) y la cantidad de cemento obviando cantidades de adiciones varias de las que habrá que tener en cuenta su factor de valor «k»
-Cualquier cambio en el gradiente ambiental no significará que haya cambios inmediatos en el gradiente de los materiales, pero si debemos con periodicidad realizar mediciones de los diferentes materiales individuales y también en la masa para evitar desviaciones objetivas.
-Cualquier aporte de agua extra post-producción, durante el transporte o durante la descarga debe de tenerse en cuenta registrando la misma en el cómputo del agua efectiva.
Considerar que el agua que refleja el albarán es la que disponemos en cada suministro de hormigón-concreto es una postura inocente e indolente en la que no se debe caer y debemos exigir de una vez que nadie obvie, olvide, mire a otro lado, etc. la calidad de los producción de los pavimentos está en juego.
Este conocimiento que aquí compartimos es parte del Programa hacía el conocimiento activo y la industria de la construcción 4.0 que hemos iniciado hace una serie de años con varias series de actividades formativas, ponencias, jornadas técnicas-prácticas, publicaciones, proyectos etc. trasladando parte de nuestro conocimiento con el fin de singularizar, dignificar, reconocer y destacar los pavimentos de hormigón como unidad específica dentro del mundo de la construcción industrializada.
Nos ha costado mucho esfuerzo, tiempo y multitud de errores solventados, siempre con método empírico, para llegar a disponer de esta experiencia que ahora compartimos, siendo conscientes de que no es más que una pequeña parte del «verdadero conocimiento».
Aquellos que deseen copiar, usurpar o adquirir sin merecimiento deber tener claro que los conocimientos ‘se adquieren, se trabajan y se perfeccionan de manera propia mediante mucho trabajo, vencer barreras y superarse cada día.
El agua se define en Código Técnico Estructural (RD 470/2021) Cap.8/Art.29 como áquel componente esencial en las mezclas de hormigón pues permite que el cemento desarrolle su capacidad ligante.
El agua utilizada tanto para el amasado, como en obra para el pulido del hormigón-concreto y si fuera necesario para el curado no debe contener ningún ingrediente perjudicial en cantidades tales que afecten a las propiedades del hormigón o a la protección de las armaduras frente a la corrosión.
Para pavimentos de hormigón-concreto no deberán utilizarse aguas recicladas, a menos que los análisis lo permitan, utilizando solo aguas de fuentes conocidas, estables y que posean análisis químicos que deberán cumplir los siguientes requisitos:
Componentes
Niveles máximos
Exponente de hidrógeno pH(UNE 7234)
≥5
Sustancias disueltas (UNE 7130)
≤15 gramos por litro (15.000 p.p.m)
Sulfatos, expresados en SO4 (UNE 7131) excepto para el cemento SR en que se eleva este límite a 5 gramos por litro(5.000 p.p.m.)
≤1 gramo por litro (1.000 p.p.m)
Ión cloruro, Cl(UNE 7178)
≤3 gramos por litro (3.000 p.p.m)
Hidratos de carbono(UNE 7132)
0
Sustancias orgánicas solubles en éter(UNE 7235)
≤15 gramos por litro (15.000 p.p.m)
Análisis a realizar y presentar por un laboratorio acreditado
Además, no deben nunca superar nunca la densidad de 1,3 g/cm3 y que la misma no supere el calor de 1,1 g/cm3.
La densidad de un agua reciclada está directamente relacionada con el contenido en finos que aportan al hormigón, de acuerdo con la siguiente expresión:
2.Distribución del agua en la matriz cementicia
Conocer cómo se distribuye el agua en una pasta de cemento y a donde va distribuida es clave para ajustar como un traje a medida la química que nos ayudará a generar roles de actuación sobre las propiedades que deseemos modificar en esa pasta de cemento.
El cemento hidratado, tras combinarse con el agua, ocupa el doble del volumen que abarcaba en su fase anhidra. Así, el espacio previamente ocupado por cemento y agua por separado, tras producirse la hidratación pasará a estar ocupado por una fase sólida que, al no ocupar el 100% del volumen disponible, se encuentra flanqueada por espacios libres de diversos tamaños.
En la propia estructura de fase de silicatos cálcicos hidratados, S-C-H, existe también cierto espacio para el depósito de átomos de agua. Este espacio, aI ser tan pequeño, de 0,5 a 2,5 nm, no contribuye negativamente a la porosidad ni a la resistencia del cemento.
De lo anterior se deduce que la capacidad de almacenamiento de agua en la pasta de cemento hidratada es elevada debido a su alta porosidad. A parte del vapor de agua existente en algunos poros vacíos o parcialmente llenos de líquido, esta agua almacenada se puede clasificar, en función de su facilidad para ser eliminada de la pasta de cemento, de la siguiente manera:
Agua capilar
Agua absorbida
Agua entre capas de la fase S-C-H o agua intersticial
Agua combinada químicamente
Se divide, a su vez, en dos tipos, aquella presente en poros mayores de 50 nm, llamada agua libre debido a que su eliminación no induce esfuerzos en el sistema, y la presente en poros de entre 5 y 50 nm. Esta última ejerce una cierta tensión hidrostática, por lo que cuando esta agua desaparece se induce un esfuerzo de compresión en las paredes de los poros capilares que causa la contracción del sistema, es decir, retracción. Esta agua desaparece por debajo de humedades relativas del 45%.
Aquella fuertemente vinculada a la superficie sólida, que luego será agua ligada a la matriz de manera que puede considerarse que forma parte de la estructura del conjunto del material debido a la influencia de las fuerzas atractivas propias de la pasta de cemento, fuerzas de atracción física de van der Waals. La mayor parte de esta agua adsorbida físicamente puede perderse si el material se encuentra expuesto a una humedad relativa del 30% o menos. Esta agua es la principal responsable de la retracción de secado que afecta a la pasta de cemento en condiciones ambientales usuales.
En estas capas se encuentra fuertemente ligada físicamente al material a través de enlaces por puente de hidrógeno, siendo solo por debajo de humedades relativas del 11% cuando es posible su total eliminación de la microestructura. Cuando esto sucede, la retracción de la estructura porosa del gel sufre una importante retracción. Los enlaces por puente de hidrógeno, no llegando a tener la intensidad de un enlace de tipo químico, tienen mayor intensidad que las fuerzas de van der Waals.
Forma parte integral de la microestructura del cemento y que no puede ser eliminada con el secado del material, solo puede modificarse su estado al descomponer el estado de los hidratos tras un proceso de calentamiento.
Distribución del agua en la matriz cementicia
En condiciones normales se conoce la distribución del agua durante las 5 fases de formación del futuro conglomerado:
La velocidad, distribución y efectos inmediatos del agua en la masa puede reflejarse de la siguiente forma, teniendo en cuenta que de cada 70g de agua que dedicamos a hidratar el cemento obtendremos la siguiente distribución:
y así mismo ese 42,8% de agua libre del agua libre «inicial» en la masa de un hormigón tendremos que dedicarla a las siguientes funciones:
Saciar el resto de los componentes (arenas, áridos, etc.).
Generar la consistencia objetiva necesaria.
Ayudar al proceso de curado paulatino.
Parte de esa agua libre debería pasar a ser agua de gel, para ello es fundamental un diseño acorde(esqueleto+tipo cemento+tipo de aditivos) que procure la mayor cantidad de agua de gel de esa agua libre evitando exudaciones, sangrados, etc.
Todo este balance depende de muchos factores endógenos y exógenos que podrán hacer que los valores y las intersecciones y las reacciones puedan verse modificadas, no obstante, según nuestros estudios realizados desde hace años esta es la distribución media del agua de amasado en un hormigón-concreto patrón con una cantidad de cemento cercana al 12-14% del contenido total (300-320 kg/m3) y una relación de a/c 0,56(168/179 l/m3).
Si analizamos el gráfico anterior podemos obtener las siguientes constataciones:
Se constata que para que obtengamos un curado correcto necesitaremos una hidratación lo más efectiva posible, un endurecimiento estable y homogéneo y un curado paulatino que asegure que la matriz se consolide como un conglomerado compacto. Para ello partimos de un nivel del 45% del agua de amasado, que son 75 l dedicados a hidratar la matriz cementicia (material hidratado+poros de gel+agua ligada a la matriz+cemento parcialmente activado), teniendo en cuenta que la tasa máxima de evaporación que marca la ASTM-C309 es el 20% del total del agua de amasado debemos evitar que 33,6 l se nos evaporen en las primeras 76 horas de curado, lo que significa que debemos asegurar una retención de agua de 44,8 l y con ello que haya un proceso natural de endurecimiento y generación de cristales oportunas.
Se constata que siempre tendremos un mínimo del material “no correctamente hidratado” que deberá ser envuelto por una matriz cementicia correctamente saciada. Esta deberá realizar una envoltura correcta y efectiva de toda la masa para inhibir los efectos que la masa no hidratada pueda hacer y afectar al resultado final.
Se constata que por muy bien que diseñemos el hormigón siempre tendremos parte del agua que generará “poros vacíos”, por lo que tendremos que buscar métodos efectivos, tanto el diseño, como en la producción del hormigón, como en la producción de obra con elementos mecánicos de vibración o compactación en obra que nos ayuden a eliminar en la medida de lo posible este aire ocluido que ayuda a la fluidez y colocación del hormigón, pero que nos perjudicarán a generar tensiones y multitud de porosidad.
Se constata que a diferentes relaciones de agua/cemento (r a/c) tendremos diferentes cantidades de porosidad y diferentes tamaños de poro como muestran los gráficos representados a continuación.
3.Porosidad en la matriz cementicia
El espacio no ocupado por la pasta de cemento está constituido por lo que se conoce como poroscapilares. En un cemento bien hidratado, estos poros, de volumen irregular, deben encontrarse en un rango de tamaño de entre 10 y 50 nm, aunque en pastas con una alta relación agua-cemento, a edades tempranas estas cavidades pueden llegar a medir entre 335 urn. Estos espacios, según la literatura moderna, se dividen en dos tipos según su tamaño, a saber, macroporos, mesoporos y microporos.
Resulta de interés mencionar el hecho de que para relaciones agua-cemento superiores a 0,38, el volumen de gel, producto de la reacción de hidratación, no es suficiente para llenar todo el espacio disponible en la mezcla, razón por la cual se formaran estos poros capilares. Estos poros se encuentran conectados, formando una red de cavidades que facilita el intercambio de agua con el exterior. Esta puede rellenarse mediante un correcto proceso de hidratación del cemento, medida que generará que esta interconexión entre los poros se produzca entre las láminas de la estructura del gel de la fase S-C-H.
A la estructura porosa del cemento contribuyen, asimismo, la existencia de poros esféricos generados por partículas de aire atrapadas en la pasta. Estos poros, en algunos casos de hasta 3 mm, pueden ser disminuidos de tamaño gracias a la aplicación de aditivos, los cuales producen una redistribución en partículas de aire de menor tamaño, de entre 50 y 200 µ.
Así podemos constatar que la capacidad de almacenamiento de agua en la pasta de cemento hidratada es elevada debido a su alta porosidad. A parte del vapor de agua existente en algunos poros vacíos o parcialmente llenos de líquido, esta agua almacenada se puede clasificar, en función de su facilidad para ser eliminada de la pasta de cemento, de la siguiente manera:
Tipo Poro
Nombre
Definición
Causas
Macroporos
Aquellos con un tamaño superior a 50 nm, estando relacionados con la resistencia e impermeabilidad del hormigón.
Provienen de las burbujas de aire atrapadas durante el amasado.Forma EsféricaGeneradas por amasados deficientes.
Mesoporos
Poros Capilares
Los por otro lado con los que están en un tamaño intermedio de los dos anteriores de 2 a 50 nm, estando relacionados con la retracción por secado, la fluencia y la resistencia e impermeabilidad del hormigón.
Se generan por exceso de agua a partir de relaciones de a/c 0,44.
Microporos
Poros de Gel
por último, son aquellos de tamaño menor de 2 nm, siendo responsables de la retracción de secado y de la fluencia.
Se forman durante la hidratación del cemento y entre las fibras de los poros interlaminares denominados gel CSHConstituyen un 28% de la pasta hidratada.
Tipos de poros en masas cemeticias
Quedan exentos de este análisis los denominados Granos de Hadley(hollow-shell pores) que son los que se forman en espacios ocupados anteriormente por granos de cemento con tamaños comprendidos entre 1-20 µ y que se encontrarán parcialmente huecos.
3.Conclusiones del rol del agua en una masa para hormigones de pavimentos
En definitiva, un control sobre la calidad y cantidad de agua será fundamental para obtener un hormigón-concreto objetivo adecuado. El agua no solo será un componente sencillo en la parte inicial de un hormigón, sino que es un componente esencial que marcará gran parte del carácter y la durabilidad futura.
La variación de agua en la masa de un hormigón-concreto para pavimentos Influirá en múltiples aspectos iniciales y finales de la calidad del hormigón-concreto y con ello del futuro pavimento, que será necesario disponer de los siguientes métodos de control de las 4 C´s:
↪C1>Control en el diseño del hormigón-concreto
Debemos tener sumo cuidado con la parte del agua que quedará libre, por lo que un diseño que ajuste lo máximo posible la r/ac sería clave al igual que estudiar minuciosamente un esqueleto acorde a modelos objetivos, contar con un tipo de cemento que nos genere el mayor agua de gel posible cemento y por último una sinergia de aditivos que permita que esa agua libre sea agua de gel evitando exudaciones, sangrados, etc y obteniendo una reología que permita colocaciones y trabajabilidad correcta.
↪C2>Control y disciplina de producción y suministro del hormigón-concreto
Deber existir una vigilancia exhaustiva, continua y muy disciplinada tanto de la calidad del agua como de la cantidad de agua aportada nominal durante el amasado (controlando las cantidades aportadas por las humedades de los materiales), las adiciones de agua intencionadas o no durante el transporte, antes o durante el vertido, los aportes accidentales o climatológicos, etc.
↪C3>Control sobre el agua aportada en el proceso de talochado y pulido
Es necesario tener en cuenta que las capas de rodadura-dryshakes industriales tienen aditivos retenedores de agua y que con el simple aporte de la migración a la superficie de la propia agua del hormigón-concreto (la comentada que migra a la superficie por los poros capilares-mesoporos) no hará falta más que aportes puntuales a la superficie durante el proceso. Dicha agua debe ser limpia y de fuente conocida, no obstante, se aconseja utilizar densificadores en base silicatos o preparados de silicios coloidales que densificarán, ayudarán a cerrar poro con pasta de la misma densidad que disponga la matriz cementicia sin generar mayor porosidad.
↪C4>Control sobre el agua durante el proceso de curado
Procurar aplicar el curador lo antes que sea posible para evitar evaporación de agua inmediata, así como intentar que exista un film continuo en toda la superficie de ese curador que debe cumplir la ASTM C-309 que como ya hemos reiterado debe realizar la función de evitar una tasa máxima de evaporación de 20% de agua para que logremos un curado óptimo. Es vital que se evite un salpicado de la superficie durante la fase de curado inicial que irá hasta las 200 horas 7/8 días.
Compartir conocimientodesde Betonia
Este conocimiento que aquí compartimos es parte del Programa hacía el conocimiento activo y la industria de la construcción 4.0 que hemos iniciado hace una serie de años con varias series de actividades formativas, ponencias, jornadas técnicas-prácticas, publicaciones, proyectos etc. trasladando parte de nuestro conocimiento con el fin de singularizar, dignificar, reconocer y destacar los pavimentos de hormigón como unidad específica dentro del mundo de la construcción industrializada.
Nos ha costado mucho esfuerzo, tiempo y multitud de errores solventados, siempre con método empírico, para llegar a disponer de esta experiencia que ahora compartimos, siendo conscientes de que no es más que una pequeña parte del «verdadero conocimiento».
Aquellos que deseen copiar, usurpar o adquirir sin merecimiento deber tener claro que los conocimientos ‘se adquieren, se trabajan y se perfeccionan de manera propia mediante mucho trabajo, vencer barreras y superarse cada día.
Los aditivos son las sustancias añadidas en peso/volumen inferior al 5% de la masa y que actúan sobre la matriz cementicia para dotarla de características diversas.
Los aditivos los definía Prof. Dr. Don José Calleja Carrete, asesor de IECA, como “aquellas sustancias que añadidas al conglomerante (pasta, mortero u hormigón) en el momento de su elaboración, en las condiciones adecuadas, en la forma conveniente y en las dosis precisas, tienen por finalidad modificar en sentido positivo y con carácter permanente las propiedades del conglomerado, o en su caso conferírselas, para su mejor comportamiento en todos o en algún aspecto, tanto en estado fresco como una vez fraguado y endurecido».
La definición es amplia y deja claro que los aditivos tienen que modificar en sentido positivo, es decir: «que la mejora ha de ser permanente y tanto en estado fresco como endurecido, esto es, su acción ha de ser estable a lo largo del tiempo».
Los aditivos tienen una «función principal» que determina la utilización del aditivo y que se caracteriza por producir una modificación determinada, y solamente una, de alguna de las características del hormigón-concreto, mortero o pasta, pudiendo tener, además, una «función secundaria» y accesoria de modificar alguna o algunas de las características de estos materiales, independientemente de la que defina la función principal. A estas funciones se las podría denominar también «indicaciones».
Es normal que un aditivo produzca modificaciones inevitables de ciertas propiedades de los hormigones-concretos, que no se requieran como función secundaria y que, por tanto, no son deseadas. A esta propiedad del aditivo se denomina «efecto secundario» o «contraindicación».
El efecto de un mismo aditivo, dosificado en la misma proporción, puede ser diferente de acuerdo con el tipo de cemento y/o agregados con el que se esté utilizando; así, aditivos muy eficaces con cementos portland, lo son menos con puzolánicos y con los siderúrgicos. También encontramos aditivos muy enérgicos con áridos calizos que al utilizarse con áridos silíceos o graníticos pierden eficacia, es todo cuestión de método empírico: prueba-error… ensaye y constate usted mismo.
La dosis para emplear de aditivo en el hormigón.concreto es muy importante, pues, no hay que esperar que, a doble dosis corresponda doble efecto ni a mitad de dosis mitad de acción.
Con determinados aditivos, puede darse, además, el caso de que el sobrepasar ciertas dosis sea muy contraproducente para el hormigón-concreto o que incluso se consigan efectos contrarios a los deseados.
El correcto empleo de un aditivo supone no solo que se haya elegido correctamente para el empeño que se pretende, sino que esté, además, bien dosificado y aprovechado eficazmente en la medida de lo posible.
Actualmente el empleo de los aditivos en los morteros y hormigones-concretos ha experimentado un gran incremento como consecuencia de la mejor calidad de estos. Puede decirse que, un tanto por ciento muy elevado del hormigón que se fabrica lleva incorporado un tipo u otro de aditivo y que, si estos son de calidad y están correctamente empleados, permiten conseguir hormigones-concretos dóciles, resistentes, durables y económicos.
En el caso de los hormigones-concretos de pavimentos al tener que ser trabajados en su fase gel tengamos en cuenta que el conocimiento de los aditivos y sus efectos en los distintos tipos de hormigón se vuelve crucial para facilitar la puesta en obra, la trabajabilidad, la velocidad de fraguado, el cambio de volumen y la durabilidad final.
Es importante tener en cuenta que para ejecutar un pavimento de hormigón-concreto se requieren un/os aditivos diferentes a los aditivos comunes para hormigones comunes.
El artículo 31.2 de Capítulo 8 del Código Técnico Estructural español y en el Capítulo 5.15 del Eurocódigo 2 UNE EN-206-1, se recoge, seis clases de aditivos de acuerdo con la norma UNE-EN 934-2, que los certifica y que los clasifica por su función principal, empleados en los hormigones-concretos, morteros o pastas en clases específicas y entre las más comunes se encuentran. Las tablas que siguen a continuación definen los mismo.
1.CLASES DE ADITIVOS QUE PUEDEN UTILIZARSE EN LA CONFECCIÓN DE HORMIGONES-CONCRETOS PARA PAVIMENTOS
🡪Modificaciones de la reología en estado fresco
Tipo
Características
Idoneidad para uso en hormigones de pavimentos
Fluidificantes/ Reductores de agua.
*Aumentan la trabajabilidad para un mismo contenido de agua de amasado, sin producir segregación cuando se utilizan como fluidificantes. *Disminuyen la cantidad de agua de amasado para una trabajabilidad dada, cuando se utilizan como reductores de agua. *Pueden crear a la vez ambos efectos.
*Aditivo que puede ir en sinergia con el aditivo principal “Superfluidificante”., nunca debe utilizarse individualmente. *Conviene conocer la naturaleza química de estos ya que pueden afectar notablemente el desarrollo de la velocidad de fraguado
Superfluidificantes/Reductores de agua de alta actividad
*Aumentan, de forma significativa la trabajabilidad para una relación (Agua/Cemento) dada (manteniendo constante la cantidad de agua) *Cuando se utilizan como superfluidificantes. producen una reducción considerable de la cantidad de agua de amasado, para una determinada trabajabilidad. *Cuando se emplean como reductores de alta actividad obtienen simultáneamente ambos efectos.
*Aditivo principal en el diseño de un hormigón para pavimentos. *Las características que aportan al hormigón no sólo deben estar relacionadas con la reología o la reducción de agua, sino que deben poseer la capacidad justa de aumentar la migración de finos a la superficie. *Por estas razones se debe recurrir a superfluidificantes diseñados específicamente para hormigones de pavimentos no los que se usan genéricamente.
Moduladores de la Viscosidad
*Disminuidores y mejoradores de la viscosidad alta en hormigones de altas prestaciones que permiten acercar los mismos a la reología objetiva.
*Solo son adecuados para hormigones con altas viscosidades y en los que no sea posible disminuir la misma por métodos simples. *Utilizarlos en la sinergía química puede resultar muy peligroso si no se conocen sus posibles efectos en la masa
Características e idoneidad aditivos para uso en hormigones-concretos de pavimentos
🡪Modificadores del tiempo de fraguado y/o endurecimiento
Tipo
Características
Idoneidad para uso en hormigones de pavimentos
Aceleradores de fraguado
Reducen el tiempo de fraguado del cemento.
*Pueden utilizarse en ciertas ocasiones, temperaturas o entornos fríos o calientes que requieran modificar la velocidad de fraguado. *Algunos Superfluidificantes ya disponen de ciertas cantidades de estos compuestos con lo que no habrá que utilizarlos individualmente si es necesario y primordial saber cuales pueden ser sus efectos y causas
Retardadores de fraguado
Retrasan o aumentan el tiempo de fraguado del cemento
Aceleradores de endurecimiento
Aumentan o aceleran el desarrollo de las resistencias mecánicas iniciales
Características e idoneidad aditivos para uso en hormigones-concretos de pavimentos
2.CLASES DE ADITIVOS QUE NO DEBEN UTILIZARSE EN LA CONFECCIÓN DE HORMIGONES PARA PAVIMENTOS
🡪Modificadores del contenido de aire o de otros gases
Tipo
Características
Idoneidad para uso en hormigones de pavimentos
Inclusores de aire
Incluyen en la masa un número elevado de microburbujas de aire, separadas y repartidas uniformemente, las cuales permanecen durante el endurecimiento del material.
Ninguno de estos aditivos debe utilizarse a no ser que las características de los materiales o la peculiaridad del vertido, bombeo o producción en obra lo requieran.
Generadores de gas
Producen un gas (por ejemplo, hidrogeno, oxigeno, nitrógeno, etc.) que queda enmayor o menor parte incluido en la masa.
Generadores de espuma
Producen, por medios mecánicos, una espuma estable formada por burbujas de aire de tamaño variable, que se encuentran homogéneamente distribuidas dentro de la masa a la que confieren estructura alveolar.
Desaireante o antiespumantes
Eliminan el exceso de aire introducido en la masa mediante el empleo de ciertos áridos o aditivos utilizados para obtener otra función principal, distinta a la introducción de aire.
Características e idoneidad aditivos para uso en hormigones-concretos de pavimentos
3.CLASES DE ADITIVOS QUE PUEDEN UTILIZARSE CON ESTUDIO TÉCNICO PREVIO EN LA CONFECCIÓN DE HORMIGONES PARA PAVIMENTOS
🡪Aditivos que mejoran la resistencia a las acciones físicas
Protectores contra las heladas
Suelen ser inclusores de aire, aceleradores de fraguado o de endurecimiento.
Solo deben utilizarse en casos de pavimentaciones exteriores con riesgos de heladas siempre estudiando la interacción que estos aditivos puedan realizar y que las condiciones lo exijan.
Anticongelantes mejoran la resistencia a la congelación
Disminuyen el punto de congelación del agua de amasado, impidiendo, además la aparición de cristales de hielo en el hormigón, mortero o pasta enestado fresco
Reductores de penetración del agua.
Incrementan la resistencia al paso de agua bajo presión a través de las mezclas endurecidas.
No son aconsejables debido a la interacción superficial que generan con las capas de rodadura/dryshakes.
Hidrófugos o repulsores de agua
Disminuyen la capacidad de absorción capilar o la cantidad de agua que pasa a través de una masa saturada y sometida a un gradiente hidráulico.
🡪Aditivos que mejoran la resistencia a las acciones físicoquímicas
Incrementan la resistencia de los conglomerados, así como de las armaduras, a los ataques de naturaleza fisicoquímica internos o externos.
Inhibidores de corrosión de armaduras
Reducen la posibilidad de corrosión de las armaduras embebidas en el hormigón o mortero.
Se pueden utilizar en casos de necesidad de proteger armaduras o inhibir la reacción álcali-áridos siempre y cuando no haya interacciones con la reología del hormigón y la puesta en obra.
Características e idoneidad aditivos para uso en hormigones-concretos de pavimentos
4.Requisitos exigibles a aditivos para hormigones-concretos de pavimentos de altas prestaciones y altas exigencias
Antes de nada recordemos que existen «ocho elementos reológicos básicos» a tener en cuenta en la reología de una masa de hormigón-concreto, Para obtener una buena e incluso óptima masa de hormigón-concreto fresco que hacen, entre ellos, una relación única e indivisible, haciendo que esa masa fresca pase a ser, una vez endurecida, un conglomerado de “altas prestaciones y altas exigencias” como pavimento.
Estos «ocho elementos reológicos básicos» se describen en la siguiente tabla:
Elemento
Detalle
Docilidad-Fluidez-Consistencia y su evolución
La docilidad del hormigón habrá de ser la necesaria para que, con los métodos previstos de puesta en obra y compactación, el hormigón rodee las armaduras con continuidad, con los recubrimientos exigibles, y rellene completamente los encofrados sin que se produzcan coqueras. En general, la docilidad del hormigón se valorará determinando su consistencia por medio del ensayo de asentamiento, según la norma UNE-EN 12350-2, excepto para los hormigones autocompactantes, según el artículo 33.5 Código Estructural CodE español.
Viscosidad
Es la propiedad física que evalúa las colisiones de las partículas de la pasta de mortero cuando se mueven a diferentes velocidades provocando una resistencia a su movimiento. Se mide con un viscosímetro/reómetro en cPs o Pa . Esta característica se define en el Código Técnico Estructural CodE español para hormigones autocompactantes (Tabla 33.6.b Clases de viscosidad AC-V), pero para hormigones dedicados a pavimentos que requieren módulos de viscosidad medios o bajos no se contempla.
Cohesividad
Es la capacidad de fuerza de atracción entre partículas de la pasta de mortero. La cohesión mantiene juntas a las partículas de esa suspensión. Se mide la determinación al esfuerzo con viscosímetro/reómetro en cPs o Pa y no viene especificada en el Código Estructural CodE español.
Tensión superficial
Se define como la propiedad que tiene la masa gelificada para resistir la fuerza de la gravedad; y es clave para determinar la compatibilidad en la intersección de la capa de rodadura con el hormigón. Es consecuencia de las fuerzas cohesivas(cohesividad) entre las propias partículas de la suspensión de la pasta de mortero. Debido a la tensión superficial se forma una película de superficie, que hace más difícil incorporar un elemento externo ajeno, como es una capa de rodadura, o cualquier endurecedor para generar superficies monolíticas.
Temperatura y su evolución
Medir la evolución de la temperatura interna y externa de la pasta de mortero durante el tiempo que sea necesario dará pistas de la cristalización interna y la madurez que se va formando, permitiendo además evaluar riesgos por altas o bajas temperaturas.
Velocidad de fraguado
Evaluar la velocidad de fraguado permitirá conocer las ventanas de tiempo de las que se dispondrán en la producción en obra. Una vez conocidas y, si es posible, se adecuará el diseño del hormigón teniendo en cuenta las mismas.
Cambio de volumen
Evaluar el cambio de volumen que pueda haber (expansión-retracción) permitirá diseñar hormigones más estables, con menor tensión, y compensar la misma con la química, así como realizar ajustes en el diseño o sistemas adecuados.
Aire ocluido
Se denomina aire ocluido a las burbujas de aire microscópicas (generalmente esféricas de 0,1 a 1 mm de diámetro) que se introducen de forma intencionada en el mortero u hormigón durante la mezcla. En estado fresco, las burbujas de aire (<3-4% del total de la masa) actúan como lubricante y hacen la mezcla más manejable. Una vez endurecido el hormigón, las burbujas de aire permiten oscilaciones térmicas en el hormigón sin perjudicar su durabilidad; si se disponen en la masa de niveles >4% se corre el riesgo de tener acabados irregulares, llenos de coqueras, además de poder también perjudicar la resistencia final.
Ocho elementos reológicos en la masa de un hormigón-concreto
Todos los aditivos que se utilicen en un hormigón-concreto de pavimentos deben cumplir los siguientes requisitos:
Cumplir la UNE EN-934-2 y estar documentados con la clasificación oportuna, un certificado del fabricante que garantice que el producto satisface los requisitos prescritos en la citada norma, el intervalo de eficacia (proporción a emplear) y su función principal para el desempeño objetivo.
Autorización por parte de la Dirección Facultativa, el Suministrador y el Contratista de Pavimentos.
Deben ser líquidos y dosificados por instalaciones automáticas que aseguren dosificaciones precisas en cantidades y tiempos de entrada en los ciclos oportunos productivos.
Deben estar almacenados en continentes que aseguren que no pueda haber contaminación con otras sustancias o deterioro por cambios de temperaturas, exposiciones a lluvias, sol o corrientes que puedan modificar las características de los aditivos.
Deben ser, en la medida de lo posible, específicos para pavimentos de hormigón huyendo de aditivos genéricos con reologías no acordes a las necesidades de trabajabilidad y puesta en obra.
La industria química en sinergia con la industria química del cemento y del hormigón-concreto han realizado un magnífico trabajo de I+D+i con avances impensables a finales del Siglo XX para aportar tecnología puntera al mundo del hormigón preparado que durante décadas desarrollaron en el mundo del prefabricado del hormigón-concreto con metodologías más industrializadas, fáciles de parametrizar y observar su evolución.
Estos avances permitieron “altas prestaciones” en la fase fresca del hormigón-concreto y en la fase endurecida un sueño y anhelo que todo el profesional de hormigón pretende desde el inicio de su carrera, imitar a la naturaleza utilizando elementos naturales y toques de alquimia generando conglomerados análogos a características pétreas que se han ido creando durante miles de años en su ciclo litológico.
En un entorno tan controlado como es la industria del prefabricado de hormigón-concreto se puede lograr, pero en una industria tan sumamente dependiente de factores exógenos como es la industria del hormigón-concreto preparado, este es un reto altamente difícil de conseguir con una total efectividad y total homogeneidad en todo el suministro.
Tengamos en cuenta que el hormigón-concreto fabricado en central es un material heterógeneo a pesar de todos los medios productivos y técnicos que dispongamos tenemos que tener en cuenta que aminorar esa heterogeneidad es una cuestión que no todos los fabricantes están preparados para conseguir; unos debidos a su falta de recursos técnicos o humanos, otros por entorno, mercados y faltas de exigencias en su suministro, otros por otros motivos en los cuales no entraremos a detallar y que suponen un agravío al colectivo de fabricantes de hormigón-concreto representados en Anefhop y que si son ejemplo de buen hacer industrial.
5.Reología y la importancia de los aditivos en la masa de un hormigón-concreto para pavimentos
Si pretendemos entrar más a fondo en las necesidades que deben tener los aditivos principales de un hormigón-concreto debemos comprender antes entender lo que es la importancia de la temática de la reología en las pastas de cemento.
Este trabajo es sin duda una perfecta explicación de porqué la reología es un punto clave y porqué hemos de estudiarla previamente en la pasta de mortero antes de trasladarla al hormigón-concreto. No encontramos una explicación tan sencilla, clara y concisa de esta temática.
El hormigón-concreto se puede considerar como una suspensión de partículas sólidas gruesas en una suspensión de partículas finas. La reología de esta última influye sustancialmente sobre el comportamiento del hormigón-concreto, de ahí la importancia de realizar un estudio sobre la reología de pastas y morteros.
La reología de pastas y morteros de cemento ha sido objeto de múltiples estudios. Sin embargo, este comportamiento no ha sido todavía totalmente explicado. De hecho, los datos existentes de diferentes autores son a menudo inconsistentes y contradictorios. Esto es debido, probablemente, al complejo comportamiento reológico de estos materiales, por la gran cantidad de factores de los que depende, y al desarrollo con el tiempo de los procesos de hidratación de los componentes del cemento.
El comportamiento y propiedades finales de un hormigón-mortero dependen de numerosas variables como son:
Calidad de cemento, arena, agua y aditivos usados (Calidad de la pasta de Mortero)
Proporciones de la mezcla.
Forma, duración y temperatura del amasado.
Condiciones de humedad y temperatura de su conservación.
Los ensayos reológicos sobre morteros de cemento son difíciles de llevar a cabo debido al tamaño de los áridos, por lo que se han de comparar diferentes sistemas de medida para poder definir el verdadero comportamiento reológico de las muestras.
Desde Betonia aconsejamos hacerlo solo con la pasta de mortero que es la suma de las cantidades de cemento, arena/s, aditivos, agua/s que contenga o se aporten al material( humedades de los materiales y las diferentes aguas aportadas) y finalmente el aire ocluido que contenga esa masa.
La microestructura de la pasta de cemento en estado fresco se basa en las uniones que se crean entre partículas sólidas que en el momento del primer contacto agua-cemento se encontraban tocándose. Alrededor de las partículas se forma una capa de material hidratado que las mantiene unidas formando flóculos en forma de platos o de esferas.
El endurecimiento de la pasta de cemento Portland y su acción cementante es resultado esencialmente de la formación del gel de tobermorita, pues las pastas preparadas con los silicatos tricálcico y bicálcico fraguan y endurecen de igual forma que las preparadas con cemento Portland y las resistencias finales desarrolladas por ambas fases minerales son prácticamente iguales.
Asimismo, el proceso de hidratación o fraguado de los cementos da lugar a la formación de estructuras complejas, integradas también por diversas especies minerales hidratadas que conforman básicamente un gel formado por partículas microcristalinas de dimensiones coloidales que determinan, en gran parte, las propiedades de la roca de cemento endurecida.
El problema de la estructura de la pasta de cemento endurecida hace surgir cada vez el contraste entre la hipótesis de Le Chatelier, sobre la naturaleza cristalina de aquélla, y la de Michaelis, sobre el carácter de gel de la misma. Actualmente, se acepta una síntesis de ambas, al ser considerada la estructura como un gel formado de partículas microcristalinas de tobermorita, las cuales, en determinadas circunstancias, pueden aumentar su grado de cristalización.
La formación de la estructura del gel microcristalino define las resistencias mecánicas debidas al proceso de hidratación de los cementos en los morteros, estructura que comienza a formarse desde el inicio de la reacción, aunque la manifestación de la resistencia mecánica implica la presencia de un período de inducción, tomándose cada vez más densa y compacta.
En el caso de los morteros o pastas de mortero, la complejidad se acentúa grandemente, dado que el cemento se hidrata en presencia de otras sustancias minerales, tales como los áridos, que aportan sus propias características mineralógicas, granulométricas y morfológicas. Además, hay que considerar la adición de cantidades de agua variables, así como el procedimiento de preparación y ulterior curado del mortero.
El hidrogel ideal es así modificado por la introducción de una fase sólida heterogénea. Cuando el tamaño de partícula del sólido es superior al espacio máximo intercristalino en el gel, este último puede ser considerado como un medio de suspensión de los áridos.”
Si controlamos esta fase de hidrogel y su reología tendremos a buen seguro la reología objetiva del hormigón que nos hará controlar casi con absoluta seguridad lo que pasa en ese mundo de suspensión de partículas sólidas gruesas en una suspension de partículas finas.
Para controlar la reología disponemos principalmente de unas herramientas-soluciones tecnológicas que tenemos a nuestra disposición como son los aditivos químicos y más concretamente los que hemos definido.
Partamos de una base clara y concisa: los aditivos químicos que la industria química aportan para pavimentos de hormigón en la actualidad van encaminados básicamente a cuatro objetivos:
Mejora ra/c, que debe ser un objetivo en cierta medida, pero no debe confundirnos ya que necesitamos cierta cantidad de agua libre para poder hidratar la capa de rodadura y pulir con tranquilidad durante el proceso de pulido. Bajas r/ac generan hormigones viscosos y de reología poco trabajable y esto dificulta el amasado e intersección efectiva.
Mejora Costes, anhelo de todo fabricante de hormigón-concreto preparado y que confunde las necesidades finales. No se pueden, ni se deben ofrecer aditivos genéricos para realizar pavimentos de hormigón, estos generan hormigones fuera del rango y necesidad objetiva.
Evitar retrasos de fraguado, muchos aplicadores cansados de altos retrasos de fraguado (motivados generalmente por aditivos plastificantes) solicitan al fabricante de hormigón que no utilice aditivos y esto perjudica notablemente la reología. En otros casos se utilizan aditivos que provocan excesos de ralentización de fraguados o falsos fraguados en zonas específicas acabando por generar pavimentos fallidos.
Mejoradores de acabados, que contienen motivadores de migradores de finos a la superficie generando superficies densas que retienen altas dosis de agua lo que generan delaminaciones genéricas. Todos los aditivos que vayan a hormigones-concretos de pavimentos deberían disponer de esta característica, pero en una medida que nos ayude no perjudicando y confundiendo el objetivo final como una bondad final.
Los fabricantes de aditivos españoles cuentan con una asociación nacional ANFHA que divulga, asesora e informa de las técnicas y usos de los aditivos y que recomendamos solicitar consejo si se desea sinergias químicas específicas y contrastadas para el uso en pavimentos de hormigón-concreto.
La normativa que ampara la clasificación de los aditivos es la UNE-EN 934-2: y las categorías son las siguientes: Reductores de agua-Plastificantes/Reductores de agua de alta actividad/ Superplastificantes/ Aceleradores de fraguado /Aceleradores de endurecimiento/Retardadores de fraguado/Inclusores de aire/Retenedores de agua/Hidrófugos en masa/Reductores de agua de alta actividad-Superplastificantes-Retardadores de fraguado/Reductores de agua-Plastificantes- Aceleradores de fraguado/Multifuncionales/Retardadores de fraguado-plastificantes-reductores de agua.
Los mismos fabricantes de aditivos disponen de portafolios de modificadores de la reología amplios y que cubren casi todos los espectros de aplicación a excepción de los hormigones para pavimentos de las que no hay respuestas claras sino opciones laxas maquilladas de mejoradores de la tensión superficial. Estas marcas cuentan con aditivos superfluidificantes que van en la línea correcta, pero necesitan entrar en sinergias con plastificantes-fluidificantes que logren esas reologías objetivas y eviten altas viscosidades y cohesividades que perjudican notablemente la trabajabilidad, es decir: por sí solos, no solo no funcionan, sino que pueden hasta perjudicar el desempeño.
Si analizamos más a fondo porqué estos aditivos se quedan a medio camino, debemos tener en cuenta que desde un punto de vista teórico: la cantidad de agua a añadir para la obtención de un hormigón determinado (supuesto el estado saturado/superficie seca de los áridos) coincidirá con la estrictamente necesaria para hidratar las partículas de cemento portland. En el citado supuesto ideal, el agua de amasado reaccionaria con dichas partículas transformándose en un sólido de casi nula porosidad y, consecuentemente, de alta resistencia.
La situación real difiere sensiblemente del supuesto anterior y para entender mejor el funcionamiento de estos aditivos se hace preciso recordar el comportamiento agua-cemento en el proceso de mezclado y fraguado del hormigón-concreto. Primero se forma la pasta aglutinante producto de la lubricación de las partículas de cemento y de árido tras la absorción del agua, y luego esta pasta se vuelve cementante producto de la reacción química que se lleva a cabo entre ambas al iniciarse el fraguado.
En la primera de estas etapas es cuando se produce la mezcla de los componentes y las primeras reacciones electroquímicas entre el agua y el cemento, apareciendo las características del hormigón fresco como trabajabilidad, docilidad, consistencia, etc.
Estas características están gobernadas principalmente por las reacciones electroquímicas producidas entre las moléculas de agua y los granos de cemento, los cuales poseen un gran número de iones en disolución en su superficie. Estos iones tienden a formar, debido a una afinidad electroestática, flóculos o capas de solvatación al entrar en contacto con el agua durante la operación de amasado.
Dichos flóculos ejercen dos efectos nocivos en la masa de hormigón:
Floculación de los granos de cemento en presencia de agua
1.- Impiden la dispersión uniforme de las partículas de cemento en la masa de hormigón.
2.- Retienen una determinada cantidad de agua en el interior de su masa que incidirá negativamente en la porosidad final del material.
El agua retenida no es utilizable para lubricar la masa de hormigón ni para contribuir a la hidratación de los granos de cemento, lo que implica la necesidad de incorporar una cantidad adicional sustitutoria. Esta agua adicionada, al no poder reaccionar con los granos de cemento anhidro, origina al evaporarse un incremento de la porosidad de la pasta de cemento que implica una cierta perdida de resistencia del hormigón endurecido y un aumento de su permeabilidad.
Dado que la relación (Agua/Cemento) «r a/c- w/c» de un hormigón-concreto tiene una importancia trascendental en las características de este, especialmente en sus resistencias mecánicas, interesa que en los hormigones-concretos esta relación sea lo más baja posible, pero esto conlleva ciertas dificultades como son un sistema de mezclado muy eficaz para conseguir una mezcla homogénea y el disponer de medios de compactación muy enérgicos.
Con el empleo de aditivos mejoradores de la reología pueden eliminarse estos inconvenientes sin necesidad de aumentar la cantidad de agua de amasado.
🡪Fluidificantes/plastificantes
Los efectos nocivos de la floculación de las partículas de cemento ya se venían contrarrestando, al menos parcialmente, mediante la incorporación a la masa de hormigón de aditivos reductores de agua o fluidificantes que son productos químicos de naturaleza orgánica(generalmente lignosulfonatos, ácidos hidroxicarboxílicos y sales e Hidratos de carbono) formados por macromoléculas tensoactivas capaces de neutralizar las cargas eléctricas de los granos de cemento y, por consiguiente, su capacidad de floculación.
Dichas macromoléculas tensoactivas tienen un extremo de su cadena hidrófilo con afinidad por el agua y otro hidrófobo repulsor del agua (Grupos polares aniónicos), con lo cual quedan adsorbidas y orientadas en la superficie de los granos del cemento. Como resultado de la capa de dipolos de agua fijada se impide la reunión o coalescencia de los granos del cemento actuando como un lubricante y obteniéndose un sistema bien dispersado. Así mismo, liberan el agua atrapada entre los flóculos del cemento que queda disponible para aumentar la fluidez del hormigón.
Esquema de actuación de los fluidificantes
Utilización de fluidificantes/plastificantes polifuncionales en hormigones para pavimentos
Ventajas
Inconvenientes
-Aumentar la docilidad sin incrementar la cantidad de agua de amasado. -Reducir la relación en torno a un 10-15% (Agua/Cemento) a igualdad de docilidad. -Reducir la tendencia a la segregación del hormigón durante el transporte y disminuir la exudación. -Mejorar la adherencia del hormigón a las armaduras. -Incrementar la resistencia a compresión (10-20 % a los 28 días), al permitir reducir el agua de amasado. -Aumentar la durabilidad y resistencia a la abrasión final. -Retardar ligeramente el fraguado. -Ayuda al transporte por bombeo
-Posible aumento de la retracción. -Inclusión de aire, sobre todo por los tipos lignosulfonatos -Retardos muy importantes en el fraguado y disminuciones de las resistencias iniciales, agravándose en temperaturas bajas dan lugar a una especie de «falso fraguado» especialmente cuando se emplean dosis altas de los mismos o cuando el cemento contiene poco yeso. -Alta inclusión de aire. -Eficacia baja o nula en hormigones con bajas relaciones de (Agua/Cemento). -Con determinados cementos genera delaminaciones en los endurecedores denominados capas de rodadura.
Ventaja e inconvenientes de los fluidificantes plasticantes en las masas de hormigón-concreto
🡪Superfluidificantes
Los superfluidificantes modifican la reología de los hormigones y van más allá que los fluidificantes-plastificantes permitiendo conseguir mezclas muy dóciles y fáciles de poner en obra, sin reducir, sus resistencias, hormigones de docilidad normal, pero con muy bajo contenido de agua, hormigones en los que se conjuguen las dos características anteriores, es decir, buena docilidad y menor cantidad de agua de la normal, hormigones con reducida dosificación de cementos pero que poseen resistencias y docilidad normales.
Los superfluidificantes son productos que se han desarrollado hace décadas (comenzando por los policondensados de formaldehido y melamina sulfonada SMF o de formaldehido y naftaleno sulfonado SNF y lignosulfonatos modificados MSL) que permiten conseguir reducciones de agua de amasado de hasta el 25% (2,5 veces más que los fluidificantes), sin tener los inconvenientes reseñados. Este tipo de aditivos también se conocen con los nombres de «superplastificantes» y «reductores de agua de alta actividad”.
En la actualidad existen diferentes tecnologías que han sustituido a las anteriormente descritas:
Polímeros de policarboxilato (PCE) de cadena principal corta con alta densidad de largas cadenas laterales para obtener aditivos con alta capacidad de reducción de agua y rápido desarrollo de resistencias iniciales más encaminados a la industria del prefabricado y hormigones de obras grandes civiles que requieran altos desempeños con resultados casi inmediatos. Estos aditivos no deben considerarse para hormigones de pavimentos principalmente por que su principal característica es conseguir altas capacidades de reducción de agua y rápido desarrollo de resistencias iniciales, generando altas viscosidades plásticas y escasa trabajabilidad tras su fabricación.
Polímeros de policarboxilato (PCE) con cadenas principales de alto peso molecular, con menor densidad de cadenas laterales y de menor longitud, e incluso introduciendo grupos funcionales para el control de la velocidad de absorción sobre el cemento que permiten mejores consistencias y mantenimientos de las mismas, avanzando también en la bajada inmediata viscosidad plástica alta.
Polímeros de naturalezas varias con diferencias importantes en la composición de la cadena principal y especialmente en los grupos funcionales de anclaje en los cuales su mecanismo de absorción está dirigido por interacciones de menor rigidez. Cuentan con activadores mejoradores de acabado que permiten una menor tensión superficial, un mayor mantenimiento de la consistencia y una bajada de esa inmediata viscosidad plástica alta, que aunque parezca suficiente aún requiere de un camino arduo para conseguir controlar ese mantenimiento y poder rebajar esa viscosidad.
Cuando estos superfluidificantes se integran en la masa se absorben sobre las partículas de cemento y les imparten una carga negativa, que disminuye de forma considerable la tensión superficial del agua que las rodea, además de producir una repulsión entre ellas evitando su floculación, con lo que se mejora la fluidez del sistema permitiendo el recubrimiento total de las partículas de cemento incorporándolas cargas de signo negativo que, neutralizando las fuerzas de atracción electrostáticas existentes entre dichas partículas, facilitando extraordinariamente el fenómeno de floculación.
Su efecto multiplica el efecto de los tradicionales fluidificantes-plastificantes, por ello, el empleo de un aditivo súper plastificante, de elevada calidad, será más capaz de dispersar los gránulos del cemento con componentes secundarios, mejorando la cohesión y la facilidad de bombeo del hormigón, sin causar los típicos problemas de efecto colchón, así como el fenómeno de delaminación por la falta de adherencia de la capa de rodadura a dicho hormigón.
Utilización de superplastificantes en hormigones para pavimentos
Ventajas
Inconvenientes
-Mejora plausible del comportamiento reológico de los hormigones gracias a la reducción de la viscosidad plástica de aportan. -Aumentar la docilidad sin incrementar la cantidad de agua de amasado en un 30%-40% respecto a los plastificantes-fluidificantes. -Permiten, en ocasiones, la producción de hormigones de baja viscosidad y excelente trabajabilidad, incluso con bajos contenidos de cemento, finos y agua. -Mejora el paso por bomba, bajando la presión <100 Bares, aumentando la productividad. -Permiten fabricar hormigones con óptimas resistencias mecánicas y durabilidad con reducido contenido de cemento y agua. -Extendidos más fáciles y rápidos, con tiempos de vibrado del hormigón es menor. -Mejorar la adherencia a las armadurasIncrementar la resistencia a compresión (10-20 % a los 28 días), al permitir reducir el agua de amasado. -Aumentar la durabilidad y resistencia a la abrasión -Ayuda al transporte por bombeo -Reducción de su huella de CO2
-Posible aumento de la retracción de manera inmediata. -Aceleramientos súbitos muy importantes en el fraguado y aumentos de las resistencias iniciales, agravándose en temperaturas altas dando lugar a una especie de «final del inicio de fraguado (F.F.)» especialmente cuando se emplean dosis altas de los mismos o cuando el cemento contiene alto porcentaje de Clinker. -Riesgos de sobredosificación con mínimos porcentajes al tener tanta eficacia que generan segregaciones, sedimentaciones, etc. -Altas cohesividades al igual que altas viscosidades dinámicas y cinéticas.
Ventaja e inconvenientes de los superfludificantes- superplasticantes en las masas de hormigón-concreto
Esta es la teoría, pero en la realidad estos productos además de aportar todas las ventajas comentadas también por el contrario pueden llegar a perjudicar notablemente la reología de los hormigones volviéndolos altamente cohesivos con lo que la trabajabilidad en obra en el momento del proceso de pulido genera altas tensiones superficiales que hace que el cristal en la intersección entre la capa de rodadura y el hormigón se vea comprometida formando microfisuras, delaminaciones y demás patologías dañinas.
En la gran mayoría de los casos la reología ya está fuera de uso recomendado en el momento de su llegada a obra antes del vertido con lo que obligamos al hormigón a magreos continuos en una fase ya avanzada del inicio del fraguado que hace que el hormigón en esta fase nuclear inicial se vea atosigado con tensiones continuas que afectarán a buen seguro a su desempeño.
Analizando los desempeños en los cuales se mueven los diferentes aditivos podemos obtener un espectro completo del diseño por el cual los fabricantes se guían para proponer aditivos para el hormigón y sus diferentes aplicaciones.
En estos gráficos podemos comprobar una paradoja que muy pocos profesionales han reflexionado: Un superfluidificante nos ayuda sin duda a mejorarar muchas características en el hormigón, pero perjudica notablemente la reología, por el contrario, una plastificante mejora la reología, pero no tiene suficiente potencia para desarrollar los desempeños marcados.
Un Hormigón para pavimentos necesita trabajabilidad, soltura, mantenimiento de la consistencia durante el proceso de pulido y una vez avanzado el mismo una velocidad de fraguado constante y homogéneo que permita acabar el pulido sin retrasos, “islas de fraguado” o efectos colchón.
Nosotros desde hace años mantenemos que podemos realizar una sinergia entre ambos tipos de aditivos siempre y cuando cada uno sea compatible con el otro, no afecten a otros que participen en el cometido, cumplan unas características específicas y no afecten al diseño final.
Durante años en Betonia hemos realizado multitud de ensayos con diferentes materiales comparando la diferente reología y la evolución de esta según utilicemos unos aditivos u otros. Para ello hemos aprovechado durante todas esas pruebas de pasta de mortero a medir el esfuerzo de que dicha pasta de mortero muestra a su destrucción estructural en un viscosímetro/reómetro, con efecto cizalla y midiendo su curva de flujo resultante a un comportamiento plástico que podamos ponderar y evaluar, de esta forma existe una relación lineal entre el par de torsión que es proporcional a la resistencia viscosa sobre el eje sumergido, y, en consecuencia, a la viscosidad del fluido.
Se mide la viscosidad captando el par de torsión necesario para hacer girar a velocidad constante un husillo inmerso en la muestra de fluido a estudiar.
V=K x L
Siendo K un coeficiente que depende de la relación velocidad / vástago-husillo utilizado y L el valor medio de las lecturas dadas como válidas. También vale tomar la lectura media como válida ya que a nuestro parecer es una lectura correcta
Para ello hemos comprobado que el vástago/husillo adecuado para medir pastas de mortero es el R5(diámetro 21,34 mm de grosor y 134,29 mm de altura), un Eje 4 y a una velocidad de 100 rpm.
Todo queda registrado en nuestra Instrucción interna ITG-07.04/067 disponible que asegura tras comprobar la metodología, ratificar una buena repetibilidad; y utilizar un procedimiento adecuado para que no se den fenómenos de deslizamiento en las paredes de éste obtengamos lecturas que pueda interpretarse y nos sirvan para determinar con seguridad la reología de estas pastas de mortero.
6.Condiciones exógenas y del entorno para la elección de cada tipo de aditivo
Unido al hándicap de no tener respuestas claras de aditivación química para este tipo de hormigones-concretos, podemos sumar un factor clave y determinante como son las condiciones exógenas y de los entornos en los cuales se desarrolle la obra y vaya a descansar el futuro hormigón, elevando aún más la dificultad del diseño y ajuste previo.
El hormigón-concreto es un elemento que no es estanco, ni nada lo estanca y que depende de los factores ambientales. Se comporta diferentemente en ambientes invernales a bajas temperaturas, que en ambientes calurosos de verano con hormigones que pasen de los 30ºC o en ambientes húmedos con alto punto de rocío que generen microlluvias continuas, etc.
También podemos tener en cuenta que ese entorno puede ser cambiante, bien por condiciones climatológicas o bien porqué la obra se encuentre en un ambiente protegido como son las naves industriales actuales. Éstas, están hechas con cerramientos de panel de hormigón prefabricado y cubierta, que aíslan el entorno de la temperatura exterior: en verano, nos encontraremos con una temperatura interior más baja que en el exterior y en invierno al contrario será más alta, contando siempre con mayor humedad que la que pudiera haber en el exterior ya que dicho continente genera un efecto nevera guardando toda la humedad que procede de la evaporación del hormigón, de la preparación del terreno, etc. y generando como hemos mencionado antes corrientes invisibles de microlluvia continuas.
Este fenómeno nos obliga a estudiar no solo la temperatura del entorno en la que vaya a fabricarse y transportarse el hormigón, qué sin duda le afectará, sino que además debemos tener en cuenta la temperatura y humedad ambiente que habrá en la obra que será la que sin duda gobierne el desempeño del hormigón, siempre y cuando se cumplan tres máximas:
Busquemos, en la medida de lo posible, la mayor homogeneidad de la dispersión de la masa mediante «controles de ajuste y/o lavado en vía seca» y «en vía húmeda controles de amperímetro o watímetro rigurosos en cada ciclo» en cualquiera de los dos sistemas siempre debe haber una supervisión de la idoneidad del suministro en la salida de planta. Recuerde: un buen hormigón-concreto en la salida de planta será un buen hormigón-concreto en la llegada (salvo que haya un accidente, un aporte de agua, una demora, etc) y sin duda un mal hormigón-concreto en la salida lo será en la llegada y si se arregla será a base de aditivación o aporte de agua extra en estado de reamasado y fase avanzada de fraguado. Seleccione aquellas sinergías químicas que le procuren esa dispersión de la masa objetiva fehacientemente.
El tiempo de transporte tras fabricar el hormigón-concreto no debe superar los 30 minutosy debemos evitar carencias continuas de suministro, demoras ó paradas entre el mismo que generen juntas frías o empalmes de masas en diferentes estados de gelificación. De nada nos vale disponer de una gran calidad cualitativa de hormigón-concreto si la calidad cuantitiva es fallida ya que generaremos esas problemáticas típicas descritas con resultados desastres diversos en la losa de continuidad, planimetría, acabados, etc.Si por el contrario la planta está muy cerca de la obra, debemos procurar un excelente amasado en planta bien con amasados más efectivos en vía húmeda, bien con batidos más enérgicos en planta durante un tiempo mínimo de 5-10 minutos que aseguren la mayor homogenedidad y dispersión de la masa posible. En cualquiera de los dos casos haga una planificación de la ruta de transporte previamente al inicio de la obra y evalúe el tiempo de duración de entrega de los camiones, los pasos de tráficos complejos, las entradas y pérdidas de tiempo en obra, las zonas de lavado de los camiones en el retorno, etc. Toda pérdida de tiempo en la rueda de transporte puede afectar a la homogenidad del suministo, sobre todo en gradientes calurosos.Seleccione aquellas sinergías químicas que le procuren esa trayecto logístico con total seguridad de entrega objetiva.
Dotemos al hormigón-concreto de la característica de mantenimiento de la consistencia objetiva al menos en la suma del tiempo de transporte y el tiempo de vertido garantizando que durante ese periodo de tiempo apenas pierda las características del diseño objetivo o perdiendo menos del 20% para evitar falta de homogeneidad y problemáticas diversas.Seleccione aquellas sinergías químicas que le procuren ese mantenimiento de la consistencia objetiva fehacientemente.
Estos condicionantes además nos hacen tener en cuenta que no existen soluciones “ad hoc”, sino que tengamos que innovar y buscar soluciones que palien en parte los inconvenientes de las diferentes temperaturas y entornos combinando varias técnicas de aditivos y métodos técnicos que actúen también sobre el mantenimiento de la consistencia, la velocidad de fraguado, la reología, etc. no olvidando que cada caso requiere recursos específicos y que dependerán en gran medida del conocimiento de los actores, de una disposición cooperativa, de una disciplina férrea, de una motivación y actitud conjunta de querer y creer que ese hormigón-concreto tenga los mayores cuidados en un entorno favorable facilitando en la medida de lo posible.
Antes de plantear soluciones debemos entender los dos tipos extremos de temperaturas-gradientes que pueden afectar al hormigón y las consecuencias que puedan durante y una vez acabada la obra.
Según el Artículo 71.5.3.1 de la Instrucción de Hormigón Estructural, la temperatura de la masa de hormigón, en el momento de verterla en el molde o encofrado, no será inferior a 5 °C y se prohíbe verter el hormigón sobre elementos (armaduras, moldes, etc.)
Temperaturas Calientes
Temperaturas Frías
Definición
Cualquier combinación de alta temperatura ambiente, baja humedad relativa, velocidad del viento y radiación solar, que afecte la calidad de la mezcla fresca o de la masa cementicia endurecido. En algunos documentos se complementa la definición anterior citando la temperatura mínima que debe exhibir la mezcla para que se dé la condición de concreto en clima cálido, el valor es 29ºC. Sin embargo, , un viento fuerte y rasante sobre una losa de hormigón puede provocar una desecación mayor que la radiación solar directa, de ahí lo conveniente de sopesar la suma de fenómenos expuestos en la definición.
Período en el que, por más de tres días consecutivos, se presentan las siguientes condiciones: -El promedio de temperatura diaria del aire es menor a 5ºC -Durante más de la mitad del día ó de un período de control de 24 horas la temperatura del aire no supera los 10ºC.
Efectos directos en el hormigón
En estado plástico
*Demanda creciente de agua. *Velocidad creciente de pérdida de asentamiento con la correspondiente tendencia a agregar agua en obra. *Disminución del tiempo de fraguado, resultante en una mayor dificultad en la manipulación, terminado y curado, y aumentando la posibilidad de las uniones defectuosas entre una superficie y otra (juntas frías). *Tendencia creciente al agrietamiento en estado plástico. *Dificultad en el control del contenido de aire incorporado.
*El congelamiento del agua presente en los poros sufre un aumento de volumen del 9%, lo que sumado a otros mecanismos (difusión y presión osmótica), genera presiones internas de tracción. *Durante las primeras horas de vida del hormigón, el grado de saturación es inevitablemente elevado (se ha hidratado poco cemento). *El aumento de volumen producido por la congelación del agua destruye la estructura interna del material con pérdidas irreparables en la resistencia a larga edad (de hasta el 50%).
En estado endurecido
*Disminución de resistencia debido a la mayor demanda de agua. *Tendencia creciente a la contracción por secado y agrietamiento térmico diferencial. *Disminución de la durabilidad. *Uniformidad decreciente de la apariencia superficial.
*Bajas resistencias finales -Baja dureza superficial -Partes de la masa sin finalizar etapa de fraguado con corrección *Agregados no envueltos y no adheridos a la matriz cementicia
Causas
*Empleo de cementos finamente molidos con mayor velocidad de hidratación que el cemento Portland Normal. *Empleo de hormigones-concretos con alta resistencia a la compresión, que requieren contenidos de cemento mayores. *Diseño de secciones esbeltas de hormigón con mayores cantidades de acero. *Aumento de capacidad de las cubas de hormigón. *Necesidad de mover grandes volúmenes de hormigón de bajo asentamiento sobre distancias verticales y horizontales mayores. *Mayor exigencia y consecuente desgaste del equipo de bombeo de hormigón. *Necesidad productiva y económica de realizar un trabajo continuado dentro de los horarios de mayor temperatura.
*Empleo de cementos lentos y no adecuados para estas temperaturas. *Materiales muy fríos que generan masas parcialmente congeladas. *Zonas de obra con exposición a corrientes o ambientes exteriores. +Subbases encharcadas de agua que está a temperatura fría y que genera altos retrasos de fraguado.
Definión del CodE de Temperaturas Calientes y frías con sus efectos y sus causas en la masa de hormigón-concreto.
En este gráfico definimos cuatro posibles casos de una obra protegida de plena exposición solar y corriente que pueda afectar a la desecación súbita de la superficie.
🡪Aditivos inhibidores de la velocidad de fraguado
Para este tipo de situaciones debemos contemplar estrategias diferentes con técnicas, herramientas y consejos siguientes para actuar sobre las matrices cementicias.
Una de las herramientas que nos aporta la tecnología es la de contar con aditivos acelerantes o retardantes para mitigar en cierta medida los efectos de esas temperaturas en las masas de hormigón-concretos.
La industria química ha dispuesto de soluciones individuales o conjuntas en un solo aditivo, que permiten contar con los beneficios de los mejoradores de la reología y además disponer de características modificadores de la velocidad del inicio de fraguado.
Son simples ayudas que sumadas a los diferentes ajustes del diseño nos pueden paliar, en cierta medida, los inconvenientes de un hormigón-concreto frío o caliente. Sin un correcto diseño su efectividad será efímera, insignificante y desde luego una temeridad que dispone todo el resultado a la suerte.
🡪Aditivos modificadores del fraguado y endurecimiento
Son aditivos que, dosificados a las pastas, morteros u hormigones-concretos en el momento del amasado, impiden, retardan o aceleran el fraguado de estos o actúan sobre su endurecimiento; a estos aditivos se les denomina inhibidores de fraguado, retardadores y acelerantes, respectivamente.
Los motivos por los cuales podemos necesitar acelerar o retrasar el hormigón son los siguientes.
Acción
Aditivo
Transporte
Producción
Características finales
Retardo
Retardante
*Gran distancia o alto tráfico *Altas temperaturas con fraguados súbitos
Puesta en obra y ejecución con altas temperaturas
Control del proceso de fraguado paulatino, endurecimiento y posterior curado
Aceleramiento
Acelerante
*Bajas temperaturas que afecten a fraguados muy lentos
Puesta en obra y ejecución con bajas temperaturas
Necesidad de altas resistencias, endurecimientos y madureces iniciales que permitan producciones sin retrasos importantes.
Acciones de los aditivos retardantes y acelerantes en el transporte, la producción y las características finales de los pavimentos.
🡪Aditivos Retardantes
Son sustancias que retardan la disolución de los constituyentes anhidros del cemento o su difusión.
La acción principal de los retardadores es aumentar el tiempo durante el cual el hormigón-concreto es trabajable permitiendo: el transporte de este sin que se produzca un endurecimiento prematuro o la segregación, lo cual es importante en el transporte a largas distancias, en hormigones bombeados, etc.; controlando el principio de fraguado de una masa para conseguir que el vertido de un área de hormigonado en varias fases fragüe al mismo tiempo sin dar lugar a discontinuidades o juntas; hormigonar en tiempo caluroso al hacer al cemento menos activo en su hidratación con lo cual desprenderá menos calor durante la misma.
Los retardadores pueden actuar de dos formas distintas según su naturaleza; una es favoreciendo la solubilidad del sulfato cálcico, que de por si es retardador de fraguado y, la otra, formando sales cálcicas que son adsorbidas por las partículas de cemento, retrasando de esta forma su hidratación.
Pueden estar presentes como aditivos individuales o formar parte de uno de los aditivos protagonistas de la sinergia en forma binaria o ternaria debido a su alta interacción a altas dosis y a su falta de interacción a bajas dosis. Se aconseja que actúen dentro de la sinergia participando en la reología y dotando a la misma de cierta dosis de retardo y control de la velocidad de fraguado inicial.
Se ha comprobado que los retardadores de fraguado influyen en el tamaño de los cristales formados de portlandita, ettringita,etc.
Los retardadores de fraguado aumentan la retracción de los hormigones, siendo el aumento dependiente de la dosificación del hormigón, y de las condiciones de curado de este.
Podemos dividir los retardantes fundamentalmente, incluyendo las sales en cinco grupos:
Grupo
Sustancias retardantes
Notas
Grupo I
CaSO4.2H2O, Ca(ClO3)2, CaI2
Solubilidad de la alúmina baja
Grupo II
CaCl2, CaBr2, CaSO4.(1/2)H2O
incluye el cloruro de calcio y compuestos de similar naturaleza. Su comportamiento es similar a los del grupo III. Con este tipo de retardadores, la alúmina tiene una baja solubilidad a bajas concentraciones de retardador y la sal actúa como tal, pero a altas concentraciones, la solubilidad de la alúmina aumenta en la solución de cemento y no hay acción retardadora.
Grupo III
Na2CO3, K2CO3, NaSiO3
Compuestos carbonato de sodio y el silicato de sodio. Ambos reaccionan con el hidróxido de calcio para formar álcalis, y son responsables del pequeño efecto que producen, a la precipitación de hidróxido de aluminio, el cual puede ser disuelto a altas concentraciones.
Grupo IV
-Surfactantes con grupos polares en la cadena hidrocarbonada, como por ejemplo gluconatos, lignosulfonatos y azucares. –Sales de sodio de los ácidos fosfórico, bórico y oxálico Na3PO4, Na2B4O7, Ca(CH3OOO), Sales de cinc o de plomo, como los óxidos
Son retardadores efectivos cuando son usados en pequeñas cantidades; ya que altas dosis prolongan excesivamente el periodo de fraguado, entrando una vez acabado en el periodo de endurecimiento de manera súbita. Su escasa dosificación puede inhibir parcialmente el proceso de fraguado de manera heterogénea por una falta de dispersión con falsos fraguados en partes de la masa.
Grupo V
Sales del ácido fórmico y trietanolamina
Tipos de retardantes
En nuestra opinión «solo si fuera estrictamente necesario retardar la velocidad de fraguado por altos gradientes en masa +35ºC, se podrán utilizar teniendo en cuenta que la dispersión de la masa debe ser altamente efectiva y probada, así como que además la dispersión del retardantetambién debe seralta ya que si no lo fuera generaría islas y falsos fraguados.
🡪Aditivos Acelerantes
Son sustancias que, al contrario de los retardadores, favorecen la disolución de los constituyentes anhidros del cemento, su disolución o su velocidad de hidratación; su acción no está muy bien definida, aunque parece ser que provocan una cristalización rápida de silicatos y aluminatos cálcicos en la pasta del cemento hidratada. En una gran parte de ellos se encuentra el cloruro cálcico que es el acelerante por excelencia; sin embargo, también actúan como aceleradores o acelerantes el nitrato de calcio, el cloruro sódico, amónico, y férrico, las bases alcalinas, hidróxidos sódico, potásico y amónico, los carbonatos, silicatos y filosilicatos, aluminatos, boratos de sodio o potasio, el ácido oxálico, la alunita, la dietanolamina, trietanolamina etc.
En pavimentos de hormigón por el alto contenido de armaduras metálicas se descarta los acelerantes en base cloruros por su efecto corrosión y su disminución final en las resistencias finales. Debemos optar por aquellos que los que el contenido de ion cloro no es superior a 1 g/l y para ello la opción más recomendable es el Nitrato de Calcio Ca(NO3)2 que incrementa la velocidad de hidratación dando lugar a resistencias iniciales altas y a una gran liberación de calor en sus primeras horas, al actuar como catalizador en las reacciones de hidratación del aluminato del cemento, formando la sal de Friedel y acelerando la reacción entre el yeso y el C3A (Celita) y el C4AF (Felita).
Originalmente, el nitrato de calcio se utilizó como acelerador del fraguado exento de cloruros. Poco después se estableció como aditivo de hormigón («anti freeze») en ambientes fríos. Asimismo, su efecto acelerador se utilizó para compensar el retardo condicionado por los reductores de agua (fluidificantes). Además, a lo largo del tiempo se observó que el empleo de nitrato de calcio origina, en prácticamente todos los casos, una mejora moderada de la resistencia a largo plazo. Y finalmente también se constató un efecto de protección contra la corrosión para el acero de la armadura contra la corrosión inducida por los cloruros.
Pueden estar presentes en la masa como aditivos individuales o formar parte de uno de los aditivos protagonistas de la sinergia en forma binaria o ternaria debido a su alta interacción a altas dosis y a su falta de interacción a bajas dosis. Si forman parte de la formulación del aditivo protagonista (mezcla de polímero superfluidificante+nitrato de calcio) debemos tener en cuenta que la alta densidad 1,40-1,55 g/cm3 hace que sea aconsejable vigilar la suspensión de los sólidos ya que tenderán a decantar y generarán problemas dosificación en la producción de aditivos ya que al dosificar una suspensión con alta decantación estará dosificando solo la parte del polímero y del agua dejando el nitrato de calcio en el fondo haciendo que el aditivo dosificado no sea acelerante y dejando esa acción fuera de las características a aportar. Se recomienda instalaciones que aseguren una homogeneización constante con bombas o sistemas de recirculación o agitación en los acopios que eviten decantaciones.
Otro acelerante empleado frecuentemente es el carbonato sódico Na₂CO₃ también con una alta densidad 2,54 g/cm3; su dosificación debe ser estrictamente controlada debido a que en pequeñas dosis puede actuar como retardador. En cualquier caso, produce un aumento considerable de la retracción y más en hormigones con Cementos Tipo I y con agentes promotores de la expansión controlada por lo que desaconsejamos su uso.
El empleo de sosa NaOH o de potasa KOH es peligroso y no es aconsejable debido a que disminuye las resistencias mecánicas y aumenta la retracción.
Actualmente se están utilizando mucho los acelerantes a base de aluminato sódico NaAlO₂, de densidad más baja que los anteriores 1,5 g/cm3, por su gran eficacia y carencia de efectos secundarios; sin embargo, cuando el hormigón vaya a estar en contacto con terrenos ricos en sulfatos hay que tener en cuenta que la cantidad de aluminato será, en este caso, la suma de la del cemento y la del aditivo, pudiendo darse el caso de que el hormigón sea sensible al ataque, aunque se haya empleado un cemento SR.
🡪Consejos para temperaturas o entornos desfavorables
Consideramos que hay que estudiar todo el entorno siguiendo un método estricto de control ambiental para evaluar todos los posibles puntos que puedan ayudar o perjudicar al desempeño en la tabla siguiente reflejamos 8 puntos genéricos para cada tipo de temperatura, no obstante, recomendamos repasar a fondo todas las variables y optimizar los medios al máximo posible.
Uno de los puntos claves es conocer previamente el calor específico de cada material para poder realizar una previsión calorimétrica de cada receta (CalºC/g)), evaluando su proyección y establecer previamente medidas de corrección de la temperatura en cada proyecto de manera específica que nos permitirá conocer el aporte de agua caliente o agua fría que habría que hacer para calentar o enfriar la masa,
Cada material según su naturaleza, acopio o tratamiento tendrá una temperatura en cada momento, no obstante, nuestra experiencia de numerosas mediciones en diferentes ambientes y temperaturas arrojan estos promedios.
Es necesario no solo conocer el calor específico de cada material de manera individual sino también la cuantía final de la suma de todos que reflejará el calor de hidratación global y con ello preveer las acciones que sean necesarias para establecer el calor de hidratación a las necesidades productivas del pavimento.
También es necesario tener en cuenta que los niveles de absorción de los materiales y la velocidad con la que lo hacen en diferentes escenarios variando los mismos sin duda si están expuestos en los acopios expuestos a diferentes condiciones climatológicas.
La magnitud de la absorción es mayor para las arenas más finas debido a su mayor superficie específica, ahora, se observa también que a mayor temperatura los coeficientes de absorción son mayores. La diferencia en absorción entre 30 minutos y 24 horas se reduce al aumentar la temperatura; estas diferencias son casi nulas a las temperaturas más altas. Estas observaciones tienen consecuencias muy significativas para la trabajabilidad del hormigón en verano, ya que los agregados absorberán más agua en menos tiempo, ocasionando pérdidas de trabajabilidad y menores tiempos de fraguado.
Gráfico Velocidad de absorción de las arenas a diferentes tiempos
En este gráfico recogemos mediciones de absorción medias realizadas a diferentes arenas (naturaleza, morfología, tamaño y estado en acopio(secas-húmedas/frías-calientes) que reflejan la notable y decisiva influencia que ofrecen el aumento de temperaturas al aumento de absorción en las arenas que nos influirá directamente en el nivel de agua a aportar a la receta modificando la r a/c y la reología final.
Si observamos el gráfico tenemos un escenario más frío con 5ºC de temperatura en los materiales y parten con su nivel de absorción más común y según van aumentando en escalas de 5ºC el nivel de absorción aumenta un 5% hasta un total de+23% pasando de un nivel inicial de 2% a 2,45%. Esto nos hace reparar en la importancia de proteger en la medida de lo posible los acopios de los sofocos de las exposiciones solares veraniegos y más aquellos que están siempre a plena exposición solar sin posibilidad de tapado alguno. Estos acopios al final se encuentran día tras día con aporte calorífico que hace que nunca bajen su temperatura en acopio con todo lo que ello significa, reflejando que el mayor porcentaje de absorción se produce durante los primeros minutos, lo que, en términos prácticos, podría explicar la poca trabajabilidad y pérdida de trabajabilidad en el hormigón-concreto bajo condiciones de alta temperatura. La fricción interna de los agregados (medida mediante los ángulos de reposo y rozamiento interno en arenas) es menor a mayor temperatura; en este caso los valores de estos ángulos serán mayores para arenas con mayor módulo de finura. En definitiva, el agregado es uno de los factores más importantes desde este punto de vista, no sólo por las características específicas de su comportamiento con la temperatura, sino también, porque es el componente de mayor proporción en el hormigón-concreto.
Los ángulos de reposo de los agregados en los acopios decrecen en función de la temperatura; en este caso, los valores de la arena más fina son mayores. Las curvas de comportamiento embargo, estas son muy tenues, sin embargo, desde un punto de vista de tendencias, estos resultados confirman que la fricción interna de los agregados varía con la temperatura, aunque de manera casi imperceptible.
La fricción interna de los agregados (medida mediante los ángulos de reposo y rozamiento interno en arenas) es menor a mayor temperatura; en este caso los valores de estos ángulos serán mayores para arenas con mayor módulo de finura.
Por último, si reparamos en ambientes continentales con temperaturas más suaves a primeras horas de la mañana que aumentan progresivamente durante el día a temperaturas altas, nos encontraremos que el nivel de aumento de la absorción es más drástico pasando de un 5,56% a un 34%, lo que quiere decir que a lo largo del suministro del día nos encontraremos que aportar mayor cantidad de agua nominal a la receta para obtener la misma consistencia, a esto habrá que sumar los materiales lavados que en acopio estén húmedos y vayan secando en el mismo.
En nuestra experiencia todos los detalles son claves y no podemos descuidar ningún punto ya que la suma de todos ni siquiera nos asegura éxito en el diseño de un buen hormigón en condiciones altamente desfavorables. A lo largo de dos décadas hemos ido recogiendo 9 puntos claves para mejorar nuestras opciones de trabajo en las condiciones comentadas que disponemos a continuación:
Temperaturas/Entornos calientes
Temperaturas/Entornos fría/os
1
*Realizar un correcto diseño utilizando todo el conocimiento y los recursos disponibles para un desempeño idóneo.
2
*Utilizar cementos con bajo calor de hidratación lentos y compatibles, o bajar las cantidades kg/m3 que nos ayuden a ralentizar el proceso del inicio de fraguado.
2
*Utilizar cementos con alto calor de hidratación rápidos o aumentar las cantidades kg/m3 que nos ayuden a acelerar el proceso del inicio de fraguado.
3
*Tapar y/o proteger los acopios de la exposición solar
3
*Tapar y/o proteger los acopios de las heladas, nevadas o lluvias
4
*Utilizar agua fría, sistemas de hielo, vapor agua helado, acción altamente improbable por la imposibilidad de incluir en las instalaciones de las plantas de hormigón, debido a la tecnología, el alto coste de los sistemas y por supuesto el energético. *Refrigerar los entramados metálicos de los camiones en la medida de lo posible. *Comenzar el suministro en horarios nocturnos o de madrugadas acabando antes de la plena exposición solar y fotoradiación del mediodía.
4
*Utilizar agua caliente y/o calentar los materiales con la alta posibilidad de que las instalaciones de las plantas de hormigón no puedan hacerlo debido a la tecnología, el alto coste de los sistemas y por supuesto el energético.
5
*Utilizar sinergias de aditivación con efecto retardante (aditivos únicos o en sinergia)
5
*Utilizar sinergias de aditivación con efecto acelerante (aditivos únicos o en sinergia)
Ventajas
Inconvenientes
Ventajas
Inconvenientes
*Los aditivos retardantes disminuyen la velocidad de hidratación del hormigón-concreto recién colocado y extienden el período durante el cual sigue siendo viable. *Se pueden usar en climas cálidos para tiempos de transporte más largos o para prevenir la formación de juntas frías. *El aumento del tiempo de fraguado de una mezcla puede aumentar el riesgo de agrietamiento debido a que el proceso de aplanado talochado no puede comenzar antes de que ocurra un encogimiento excesivo.
*Retardar los aditivos no evitará la pérdida de trabajabilidad debido a la pérdida de humedad a través de la evaporación de la superficie. *Los aditivos retardantes afectan la tasa de ganancia de resistencia inicial por tan solo 1 ó 2 días, o incluso hasta 7 días, según la dosis. *Necesidad de ajuste concreto de los tiempos de inicio y final del inicio de fraguado (inicial y final) *Algunos aditivos con efectos retardantes debido a su naturaleza o a su baja dosificación generan falta de dispersión en la masa generando en obra los efectos indeseados de “Islas de Fraguado”. *Posibilidad de efecto colchón en la superficie del hormigón generado por un retraso de fraguado en la masa y una desecación rápida de la superficie. *Necesidad de contar con varias instalaciones dosificadoras con todos los inconvenientes que ello conlleva. *Alta precaución de la utilización de expansores ya que generarán altas expansiones desde el inicio de fraguado, acción altamente perjudicial en hormigones-concretos con altas temperaturas en los que buscamos mitigar las mismas.
*Aceleran el tiempo de fraguado, la evolución del calor y el desarrollo de la resistencia inicial. *Aditivos aptos con precaución para reparaciones que necesiten rapidez de acabado. *Aditivos aptos para conseguir resistencias altas iniciales por necesidad de producción. *Generan generalmente etapas de fraguado homogéneas en ambientes internos. *Conseguimiento de altas resistencias iniciales. *Producciones continuas y homogéneas en temperaturas frías.
*Pueden llegar a ser una medida insuficiente. *Por las naturalezas y altas densidades de estos aditivos requieren una homogeneización constante con bombas o sistemas de recirculación o agitación en los acopios que eviten decantaciones *Necesidad de contar con varias instalaciones dosificadoras con todos los inconvenientes que ello conlleva. *En ambientes exteriores con exposición solar continua pueden ocasionar etapas de fraguado rápidas y súbitas. *Existe la posibilidad de tener que utilizar aditivos anticongelantes extras ante temperaturas o heladas que puedan perjudicar al hormigón. *Alta precaución de la utilización de inhibidores de la retracción que suelen pacificar y retardar el inicio de fraguado, modificando las fuerzas capilares de la solución de poro, acción altamente perjudicial en hormigones con bajas temperaturas en los que buscamos mitigar las mismas.
6
*Utilizar sistemas de riego continuo sobre los acopios a fin de bajar la temperatura en los mismos.
6
*Se recomienda utilizar adiciones calizas(fillers) que suelen acelerar el inicio de fraguado.
7
*Regar continuamente el exterior de los bombos de las cubas hormigoneras con el fin de mitigar las altas temperaturas que sin duda afectarán al hormigón.
7
*Si podemos contar con agua caliente se pueden regar tras la carga de los camiones el exterior de los bombos de las cubas hormigoneras con el fin de mitigar las bajas temperaturas que sin duda afectarán al hormigón.
8
*Realizar hormigonados en horarios nocturnos o de madrugadas sin plena exposición solar buscando los momentos en los cuales las temperaturas no afectarán tanto como a lo largo del día con plena exposición solar. *En obras de interior con altas temperaturas se pueden utilizar sistemas de refrigeración ambiental.
8
*Realizar hormigonados solo en horarios diurnos o en su caso con el entorno climatizado con cañones de aire caliente que ayuden a aclimatar la zona y subir las gélidas temperaturas.
9
*Durante el transporte del hormigón buscar que los bombos de las cubas estén siempre en movimiento con el fin de que el hormigón vaya suelto, dispersando la aditivación y su efecto evitando que se acelere el inicio de fraguado.
Recomendaciones básicas para hormigonados en entornos calientes y fríos
Si la planta de hormigón-concreto no está situada junto a la obra se puede perder o ganar bastante calor en el transporte a obra, siendo la cantidad perdida o ganada variable de acuerdo con el medio de transporte que se emplee y con las precauciones que se tomen.
Las ruedas de camiones hormigonera que recorran distancias mayores a 10 km son, quizá, por la agitación y el movimiento constante del hormigón-concreto, los más afectados.
Se estima que en un camión hormigonera el descenso de temperatura por hora de transporte esta dado por la siguiente fórmula:
Caso Temperatura fría
Temperatura caliente
t = 0.25 (tr – ta )
t = Caída o aumento de temperatura esperada durante la entrega. tr = Temperatura requerida en obra para el hormigón ta = Temperatura ambiente Todas ellas expresadas en °C.
Así, si un camión hormigonera que tarda una hora en el transporte hasta el vertido, y se requiere un hormigón a 10°C, siendo la temperatura ambiente de -2 °C. La caída de temperatura será: t = 0.25 (10+2)=3ºC=13ºC temperatura de salida significa que perderemos 3ºC en el transcurso del transporte y que necesitaremos que el hormigón salga de la central por lo menos, a 13°C.
Así, si un camión hormigonera que tarda una hora en el transporte hasta el vertido, y se requiere un hormigón a 30°C, siendo la temperatura ambiente de 28ºC. La caída de temperatura será: t = 0.25 (30-28)=0,5ºC=28,5ºC significa que ganaremos 0,5ºC en el transcurso del transporte y que necesitaremos que el hormigón salga de la central por lo menos, a 28,5°C.
Tiempos estimados según MANUAL IECA PAVIMENTOS INDUSTRIALES
7.Consejos finales sobre la aditivación química para pavimentos de hormigón
Simplemente usted debe saber que la química es necesaria, la química ayuda y toda la industria quiímica diseña y aporta soluciones a los hormigones-concretos que funcionan.
Lo que no funciona es utilizar aditivos genéricos para hormigones estructurales con niveles reológicos diferentes y que una vez vertidos y vibrados permanecen en reposo, mientras que en un pavimento las exigencias productivas son diferentes y la superficie de dichos hormigones-concretos en estado aún fresco debe trabajarse, densificarse y abrir-cerrar poro en fases productivas paulatinas para conseguir acabados compactos y de altas prestaciones.
Teniendo en cuenta esta primera premisa resumimos lo expuesto en este artículo:
Los aditivos escogidos pueden aportar o perjudicar la reología de la masa de hormigón-concreto. Estudie y escoja los más apropiados para caso, teniendo en cuenta que la decisión se basará en múltiples factores que afectarán al proceso productivo del pavimento.
Usted debe conocer las tipologías, características, usos, bondades y defectos de cada aditivo y para ello los requerimientos exigibles a esos aditivos en correlacción a lo que de ellos se espera en el desempeño final de la masa de hormigón-concreto, no les pida lo que no puedan dar y exiga que le den lo que están diseñados para dar.
Recuerde que las condiciones exógenas medioambientales y los calores de hidratación afectarán directamente a la respuesta de las sinergías químicas.
Si usted es profano del mundo de la química del hormigón-concreto y de las soluciones químicas por favor póngase en manos de un comprobado experto que le ayude en el diseño y puesta de la producción del hormigón-concreto. Toda mala elección perjudicará o echará a perder su futuro pavimento o el de su cliente.
Compartir conocimientodesde Betonia
Este conocimiento que aquí compartimos es parte del Programa hacía el conocimiento activo y la industria de la construcción 4.0 que hemos iniciado hace una serie de años con varias series de actividades formativas, ponencias, jornadas técnicas-prácticas, publicaciones, proyectos etc. trasladando parte de nuestro conocimiento con el fin de singularizar, dignificar, reconocer y destacar los pavimentos de hormigón como unidad específica dentro del mundo de la construcción industrializada.
Nos ha costado mucho esfuerzo, tiempo y multitud de errores solventados, siempre con método empírico, para llegar a disponer de esta experiencia que ahora compartimos, siendo conscientes de que no es más que una pequeña parte del «verdadero conocimiento».
Aquellos que deseen copiar, usurpar o adquirir sin merecimiento deber tener claro que los conocimientos ‘se adquieren, se trabajan y se perfeccionan de manera propia mediante mucho trabajo, vencer barreras y superarse cada día.
La retracción de las pastas de cemento puede ser definida como un cambio de volumen tridimensional del material que tiene lugar tanto en estado fresco como endurecido y cuya causa no tiene que obedecer a una carga externa al mismo.
En pavimentos industriales el cambio de volumen (retracción o expansión) es un punto clave, quizás de los más importantes y causa de la gran mayoría de patologías de los pavimentos. El efecto que más daño ocasiona es la retracción por las diferencias de gradientes de humedad, obteniendo la retracción global (media) que genera un acortamiento del pavimento lo que ocasiona tensiones múltiples y continuas porque su movimiento está parcialmente impedido por el rozamiento y además produce una apertura de las juntas que forman problemas en las mismas.
Es clave que no tenga impedido el libre movimiento más allá de la coacción del terreno. Pero más importante que esto es el efecto alabeo ya que la retracción generada por los gradientes de humedad que se generan en su espesor generará tensiones por la coacción a su deformación por los pasadores y por su propio peso. Además, se generan efectos de segundo orden al aplicar las cargas de tráfico y uso lo que multiplica las tensiones de estas calculadas sin tener en cuenta estos gradientes mencionados.
Primeramente, debemos diferenciar los tipos de cambios de volumen físicos posibles: Expansión o Retracción individualmente y en el proceso del tiempo incluso puede haber ambas.
–Cambio de volumen por Expansión o dilatación volumétrica, coeficiente de dilatación volumétrico al medir experimentalmente comparando el valor del volumen total de un cuerpo antes y después de cierto cambio de temperatura, humedad, etc.
–Cambio de volumen por Retracción o contracción volumétrica, coeficiente de dilatación volumétrico al medir experimentalmente comparando el valor del volumen total de un cuerpo antes y después de cierto cambio de temperatura, humedad, etc.
Luego según la naturaleza o causas que generen los cambios de volumen dispondremos de varios subtipos siendo una labor no labor sencilla de discernir, en realidad la retracción del material a cualquier edad será el resultado de la combinación de las anteriores retracciones, por lo que es necesario conocerlas, evaluarlas en nuestros materiales, así como mitigar su presencia en la medida de lo posible.
Además, debemos tener en cuenta que ese cambio de volumen puede ser o no una progresión lineal, pudiendo sufrir diferentes tipos cambios según factores endógenos y en menor medida exógenos, entre ellos la comunidad científica del cemento/ hormigón/mortero y sus derivados reconocen las siguientes:
–Retracción Autógena o química: Es aquella provocada por la propia naturaleza de la hidratación del cemento. Los volúmenes de los componentes iniciales (agua y cemento) son mayores que el volumen final del hidrato resultante.
–Retracción plástica: Es conocida como aquella relacionada con la pérdida del agua superficial de la masa fresca (paso de superficie brillante a mate). La tensión superficial en los meniscos que se forman en los capilares engendra esfuerzos de tensión que retraen la matriz del hormigón.
–Retracción hidraúlica o por secado: La más conocida y mencionada entre todas las retracciones tiene lugar en estado endurecido y está asociada a la pérdida de agua de gel. Esta retracción se mide a diferentes edades y su acción se prolonga durante meses e incluso años.
–Retracción térmica: La hidratación inicial del hormigón se constituye en una reacción exotérmica, una vez esta primera fase de generación de calor pasa, el hormigón como cualquier sólido se enfría y por lo tanto se contrae.
–Retracción por carbonatación: Este cambio dimensional tiene lugar a largo plazo y está relacionado con la pérdida o lavado de productos de la carbonatación como el bicarbonato de calcio.
2.Siete máximas a tener en cuenta
Lea y reflexione sobre estas máximas que le aportamos y le aseguramos que le ayudarán a mejorar sus diseños en relación al cambio de volumen de un hormigón para pavimentos:
–Como punto de partida debemos establecer un diálogo previo con el Diseñador Estructural y conocer en su diseño las necesidades del diseño de la losa estructural y el cambio de volumen esperado para lograr las prestaciones requeridas. No utilice bajo ningún argumento soluciones de este tipo sin establecer criterios técnicos acordes al diseño estructural, siendo además primordial que quien diseñe el hormigón lo haga de acuerdo a los requerimientos ingenieriles.
–No existen productos prodigio que obren el milagro de que no haya cambios de volumen significativos en el hormigón. Si les prometen que es así… reflexionen si la persona que se lo promete tiene argumentos técnicos, si el diseño del hormigón aceptará su uso y cuales pueden ser las razones por las cuales usted acepta y compra sin un estudio riguroso esa milonga. Por favor antes de nada, vuelva al inicio… todo buen hormigón pasa por un correcto diseño y cualquier ingrediente tendrá su rol aportando diferentes prestaciones, pero ninguno lo hará de sobremanera individualmente salvando el proyecto; el hormigón al igual que el deporte de equipo requiere de un correcto diseño y desempeño de todos sus componentes.
–La importancia del ajuste esquelético es clave para adecuar y mitigar la acción expansora-contractora de la masa, tanto en fase fresca, como en fase endurecida. Tengamos en cuenta que sin ese estudio del ajuste esquelético no podremos obtener esas mitigaciones y al igual que el mundo de la costura por mucho que uno quiera no podremos pretender que utilicemos tallas de vestimentas que no nos correspondan a nuestro cuerpo, esbeltez, forma y estatura. Muchas veces con el simple ajuste esquelético, una correcta reología, una eficaz puesta en obra y un magnífico curado obtendremos un control del cambio de volumen con retracciones a edades medias-largas bajas o medias sin necesidad de dopar las masas con agentes expansores que las saturen. Si encima de obtener esas características mencionadas ajustamos la cantidad necesaria(no la genérica del fabricante) al cambio de volumen que reclama el calculista-diseñador obtendremos a buen seguro un cambio de volumen lo más aproximado y exitoso.
–Debemos disponer una expansión inicial controlada en la fase fresca ya que un control del cambio de volumen en la masa pasa por controlar esa primer cambio de volumen provocado de expansión para no La expansión es un cambio dimensional de volumen durante el proceso de hidratación aumentando, hinchando o expandiendo su masa en el continente que esta esté alojada. Se produce por reacciones químicas en la pasta cementante durante esa fase comentada, generando que los productos anhidros se transformen en hidratos con mayor volumen final que los primeros generando multitud de tensiones con cristalizaciones inefectivas debido a la falta de espacio físico para que estas se produzcan. Estudie previamente en el Diseño el cambio de volumen objetivo y no procure expansiones inmediatas altas en una masa confinada y constreñida como suele ser una losa de pavimento, en cambio busque que este cambio de volumen sea expansivo en esos inicios y durante a poder ser en la fase de curado para cuando esta haya pasado tengamos un inicio de la retracción a edades largas de manera suave y muy controlada según el diseño objetivo ingenieril del cálculo estructural de la losa.
–Una micra, micrómetro o micrón(µm) es una unidad de longitud equivalente a una milésima parte de un milímetro. Por lo tanto realice una reflexión que no hace falta que sea muy profunda: tengamos en cuenta que a medio largo plazo tendremos con total seguridad retracción(-µm) evaluemos objetivamente si esta es importante para el desempeño de la losa y a veces se confunden micras con otro tipo de unidades generando alarmas innecesarias. Como dato clave piense que el grosor de un papel simple suele estar establecido en unas 180µm.
–Todo agente expansor requiere de la acción de un aditivo desinhibidor de la tensión que actúe en la fase fresca desinhibiendo la tensión en los meniscos internos de la estructura y apaciguando y evitando que esa expansión inicial afecte en demasía a esas interseccionesentre los áridos y la matriz cementicia. Algunos denominan a estos productos «curadores internos», sin embargo: estos aditivos ni curan, ni sanan; simplemente concilian esas tensiones internas y externas causantes por el agua en los poros capilares reduciendo drásticamente las fuerzas internas primarias que causan la contracción-retracción por secado, ayudando a mejorar la estabilidad dimensional y reduciendo la retracción hidráulica. Lo más adecuado es denominarlos SRA(Shrinkage) y deben actúar en simbiosis con el agente expansor: este expandiendo y generando tensión en esa fase fresca y el aditivo SRA apaciguándola en la medida de lo posible.
–No existe control del cambio de volumen si no existe un correcto curado, por lo que si usted no procura tasas de evaporación bajas en las primeras 76 horas y tasas de evaporación medias en las siguientes horas hasta el periodo de 200 horas, no tendrá control del cambio de volumen ya que alguno de los expansores que aquí comentaremos son inertes y necesitan un entorno húmedo para generar acciones de expansión.
3. Acciones de mejora para controlar el cambio de volumen
Para realizar un control del cambio de volumen podemos implementar las siguientes acciones.
En referencia a la formulación en masa de hormigón según la clasificación de ACI 223 podemos apostar por agentes expansivos siguientes:
1. El tipo K mezcla de sulfoaluminato de calcio y sulfato de calcio que forma etringita 2. El tipo M mezcla de aluminato de calcio y sulfato de calcio que produce etringita 3. El tipo S Mezcla de aluminato tricálcico y sulfato de calcio que produce etringita 4. El tipo O/G contiene oxido de calcio y oxido de aluminio que produce portlandita
Un agente expansivo de expansión controlada, del tipo G genera tensiones inmediatas de tracción en el armado y compresión en el hormigón en la fase inicial del hormigón líquida.
Esta precompresión inducida por el agente expansivo impide que las solicitaciones de tracción inducidas en el conglomerado por efecto de la retracción higromérica superen la resistencia a tracción del material evitando su fisuración.
Al realizarse en esta fase la gran mayoría de las tensiones que tendrá la masa de hormigón se producirán en fase líquida dispersándose y cerrándose.
Cualquier adición también se debe tener en cuenta en la suma de cantidad de masa conglomerante y en la relación a/c final. Una cantidad razonable de expansor estaría en torno a un 5/6% sobre el peso del cemento que equivale a 15/20 kg/m3(0,8-6%spm) para lograr que el hormigón con un buen diseño, composición y reología pase de una retracción de -400µ /ml a -200 /µml y con ello podamos aumentar o evitar la cantidad de cortes o juntas en el hormigón y aumentemos sus prestaciones finales.
Datos promedios de ensayos realizados en Betonia desde el 2017
No quedan excluidas las adiciones anteriormente mencionadas: cenizas, carbonatos, fillers caolinitas, puzolánico, etc. y solo serán utilizadas en ocasiones muy específicas que lo requieran debe hacerse con un fin claro y conciso y siempre entablando conversaciones técnicas con los responsables técnicos conociendo a fondo los pros y contras del cemento escogido.
En el caso de contar con una adición debe hacerse con un fin claro y conciso y siempre entablando conversaciones técnicas con el Departamento Técnico de la Industria Cementera de la zona, los responsables técnicos de la planta de hormigón y la Dirección Técnica de la Obra, conociendo a fondo los pros y contras del cemento escogido.
En este apartado no podemos entrar en detalle minucioso, si alguien quisiera disponer de más información al respecto sugerimos se dirija a estos dos documentos:
Existen doce factores claros y focalizados que intervienen en el cambio de volumen de una masa hormigón según “Guía para el empleo de hormigones expansivos”(link)Monografias delIETcc nº 425, son los siguientes y que resumimos brevemente añadiendo parte de nuestro conocimiento más específico para hormigones de pavimentos y que comentados suponen una valoración cualitativa de los mismos.
–La composición química y finura. Teniendo alta importancia la composición de los óxidos de los cementos o agentes expansivos afectando a los siguientes factores:
La velocidad de expansión que dependerá de la cantidad de aluminatos fácilmente hidratables.
La duración de esta que dependerá de la cantidad de sulfato de calcio presente, que cesará cuando este sulfato esté totalmente combinado.
–La proporción del material expansivo. La magnitud de la expansión está estrechamente relacionada con la cantidad de cemento o agente expansivo, así como química del cemento.
–Relación agua/cemento. En este apartado se trata de la relación entre la cantidad de agua total(la resultante y la suma de los conglomerantes(cemento+expansivo). Los datos obtenidos de diferentes estudios indican que, en general, para contenidos constantes de cementos o agentes expansivos, el nivel de expansión se incremente al disminuir la relación agua/cemento. Esto se debe a que hay una mayor disposición de material potencialmente expansivo (cemento o agente) durante el curado en húmedo del hormigón.
–Curado. Las condiciones de curado de un pavimento de hormigón influirán notablemente en los cambios de volumen. Un curado adecuado realizado desde el primer momento de evaporación del agua con un sistema efectivo que cumpla los requisitos marcados en la ASTM C-309 de una tasa de evaporación máxima del 20% de agua evitará evoluciones de volumen no deseadas. Así mismo está comprobado que estos expansivos necesitan humedad para que existan las dos clases de hidratación:
Las de formación del silicato cálcico hidratado, responsable de las resistencias.
Las de la expansión con las formaciones de etringita y portlantita según el tipo de cemento empleado.
Si no disponemos de una suficiente humedad es muy posible que no se genere una expansión efectiva o suficiente. Este factor es primordial ya que si el hormigón no contempla una humedad ≥50% nunca obtendremos una correcta expansión. Tengamos en cuenta que el expansor es una carga inerte y la única que activará su función será la humedad. Nuestra experiencia es que si queremos una inmediata y dilatada expansión debemos procurar durante las dos primeras semanas de curado una humedad en el hormigón cercana al ±80% con sistemas de curado que lo aseguren.
En otro post de este blog entraremos a fondo en la temática del curado de pavimentos de hormigón.
4. La influencia de la humedad ambiental y la que contiene el hormigón
–Tiempo de fraguado. Este tiempo es un factor clave que afectará considerablemente a la expansión efectiva. Si el final del inicio de fraguado se realiza en el momento de la formación de los compuestos responsables de la expansión y esta masa está aún plástica generando deformaciones y acomodamiento de los nódulos expansivos, sin producir los cambios de volumen efectivos tal y como se producen en el posterior estado sólido. A mayores tiempos de fraguado las expansiones serán menores que hormigones con mayores velocidades de fraguado.
–Temperatura. Las temperaturas existentes durante el fraguado y su curado posterior presentan una influencia manifiesta sobre la velocidad y la magnitud de la expansión en función de la restricción y la humedad relativa. También más adelante analizaremos a fondo el factor temperatura.
–Tamaño y forma del elemento. La expansión decrece a medida que aumenta el tamaño del elemento, incluso se puede constatar diferencias entre los ratios de expansión exterior e interior por las posibles diferencias de curado. Así mismo se constata que las losas de espesor grueso necesitan menor expansión para contrarrestar la posible contracción.
–Restricción. Los hormigones de retracción compensada deben estar restringidos para inducir tensiones a compresión. Los hormigones sin restricción pueden desarrollar expansiones varias veces superiores a las desarrolladas.
–Tiempo de mezclado. Se tiene constatado que incrementar el tiempo de amasado disminuirá el grado de expansión en todos los cementos expansivos del tipo K en base sulfoaluminato cálcico ya que el amasado acelera la formación de etringita y reduce drásticamente la disponibilidad de este compuesto para una expansión posterior. Por supuesto aquí también influirá el transporte con el tiempo del mismo y las condiciones de mezclado existentes.
–Aditivos Se constata que existe una manifiesta influencia en el cambio de volumen según el tipo de aditivo, la cantidad que se dosifique y las modificaciones que puedan realizar a la reología y velocidad de fraguado del hormigón.
–Tipo y tamaño del árido. Se tiene constatado el tipo y tamaño del árido pueden influir en la velocidad y cantidad de la expansión a través de la restricción que imponen sobre la pasta expansiva. El grado de restricción dependerá del módulo elástico del árido, su tamaño, su forma y morfología. Así mismo un esqueleto granular adecuado nos ayudará a aminorar cambios de volumen imprevistos.
–Edad del cemento y el expansivo. Se tiene constatado que los cementos o expansivos con un tiempo de almacenaje excesivo o un acopio en condiciones no adecuadas, además de generar altas tendencias higroscópicas en los mismos afectará a la capacidad expansiva.
Para a valorar estos factores desde el punto de vista cuantitativo podemos referirnos a los recogidos en el Eurocódigo (2) existiendo puntos clave que en el diseño previo del hormigón debemos establecer como posibles desviaciones que incidirán de forma desigual en el cambio de volumen pudiendo duplicar o incluso triplicar los valores originales de evolución del cambio de volumen natural del hormigón diseñado.
A continuación, se muestra tabla según ACI 360 donde se indica importancia de diferentes factores en el diseño e influencia en la retracción.
Diseño mezcla hormigón
Efecto de los diferentes factores e incremento que supone un inadecuado diseño
Efecto
Equivalente incremento (%)
Factores o causas endógenas
Uso de cemento con características que fomenten alta retracción
25
Uso de tamaño máximo de árido de 19 mm donde podría usarse mayores tamaños hasta 38 mm
25
Uso de áridos de baja calidad que fomenten la retracción
50
Excesivos finos, suciedad áridos, arcillas etc.
25
Empleo de aditivos que controlen la retracción, que bajen la demanda de agua y que no generen retracción
50
Factores o causas exógenas
Temperatura en el momento de la descarga de +25ºC en lugar de una temperatura razonable de ±16ºC
8
Usar una consistencia (abrams) del hormigón fluida de S3-S4/150-180mm, donde podría ser S2-S3/76-100 mm
10
Bombeo prolongado en demasiado tiempo de espera y longitud de tubería.
10
Efectos y factores más comunes
Para poder contar con una compensación de la retracción efectiva a este tipo de agentes expansivos hay que sumarles la acción de un aditivo líquido reductor de la retracción que favorece la expansión aún en ausencia de curado húmedo reaccionando químicamente para reducir las contracciones hidráulicas y la formación de microfisuras. Son generalmente derivados de la familia de dioles: glicoles, etanoglicoles, polioles, etc.
Según nuestra experiencia en un pavimento de hormigón debemos provocar expansión inicial generando incremento inicial en el cambio de volumen durante la fase plástica que hará que la misma matriz cementicia en estado gel se encargue de cicatrizar todas esa microfisuras generadas por dicha expansión y altas tensiones provocadas generando posteriormente una pacificación durante la fase de endurecimiento y curado que mitigará cambios de volumen imprevistos. Técnicamente podemos definirlo como generar conscientemente pequeños efectos de pretensados químicos en un hormigón restringido por un continente definido suficiente como para contrarrestar o reducir toda la tensión que vayamos a tener en la masa por secado u otras causas.
En el Eurocódigo 2 se establece unas medias de retracción para un hormigón común HA-25-C25/30 fabricado con un cemento Tipo N y una humedad media de 40% que se reflejan en el gráfico siguiente:
Está comprobado que hay varios factores que afectarán definitivamente al posible cambio de volumen el hormigón desde el punto de vista del diseño.
3.5 Método para medir el cambio de volumen en una masa cementicia
En Betonia contamos con una amplia experiencia que ciñe a más de 10.000 controles realizados en diferentes ensayos bajo las Normas ASTM C-878 y ASTM C-157 y a las colaboraciones realizadas con la industria química del hormigón en las cuales hemos consensuado métodos de control, de medición, de curado y seguimiento que nos llevan a contar con una base de datos que supone un amplio banco de datos con medias significativas que pueden explicar el fenómeno de la expansión-retracción en hormigones.
Existen muchos factores que alteran los registros y los criterios tampoco están muy claros dejando entrever que los profesionales del sector conocen la problemática, pero nadie es capaz de sentar un método definitivo de control y evaluación por el cual todos nos guiemos.
Hasta la fecha la documentación que más nos ha ilustrado y encaminado en nuestro propósito de poder evaluar, ponderar y controlar los cambios de volumen en hormigones es la “Guía para el empleo de hormigones expansivos”(link) Monografias del IETcc nº 425.
En Betonia hemos establecido un método para medir, evaluar y trasladar a la realidad los cambios de volumen matriz cementícia mencionados. Una vez y con el recuento de varios ensayos en diferentes condiciones y con diferentes materiales y/o aditivos compensadores de la retracción-expansión, analizar las causas: si se deben a cambios químicos, autógenos o por secado; y como evitarlos aminorarlos e incluso si fuera necesario potenciarlos.
Para ello hemos utilizado el mismo método que hemos empleado en otros procedimientos combinando de método empírico experimental y método de medición y ajuste continuo para con todos los registros y ajustes poder establecer que el método sea efectivo.
Durante la creación y puesta en funcionamiento de nuestro método de trabajo bajo una instrucción de trabajo ITG-07.04/068 Instrucción técnica «Determinación del cambio de volumen en matrices cementicias mediante norma ASTM C878»., hemos decidido probar todas las variables posibles generando tres tipos de situaciones que no son otras que diferentes niveles de curado de las probetas.
Hemos constatado lo siguiente respecto a la temática:
No cabe duda de que un hormigón con un correcto diseño tendrá menor alteración del volumen que otro que tenga un diseño incorrecto.
La influencia de la humedad y el curado que tenga un hormigón en los primeros 14 días influirá notablemente en el cambio de volumen de tal forma que se de una paradoja curiosa: ningún hormigón que no tenga unas condiciones de curado superiores al 55% generará expansión y retraerá, aunque le hayamos aditivado o dopado con química compensadora de la retracción. Por tanto, utilizar dicha química sin un correcto método de curado será inútil y baldío.
Por el contrario, un correcto diseño en el hormigón, ajustando su esqueleto y reología, será sin duda más fundamental que dopar a un hormigón de agentes expansivos y aditivos pacificadores.
Hemos constatado lo siguiente respecto al método de ensayo del que seguimos mejorando y progresando para ajustarlo:
Las probetas para ensayar deben cuidarse con mucho mimo y estar en condiciones objetivas iniciales, sin excesivos movimientos que alteren la orden de medida de los comparadores. El ambiente debe ser estable durante los tiempos de medición empleados.
Es fundamental registrar correctamente las mediciones, al igual que es muy interesante evaluar la pérdida de peso y humedad de la probeta como si se tratara de un ensayo de “retención de agua ASTM C309” que nos dejará información valiosa de la efectividad de curado para evaluar la idoneidad de cada ensayo y su evolución.
Compartir conocimientodesde Betonia
Este conocimiento que aquí compartimos es parte del Programa hacía el conocimiento activo y la industria de la construcción 4.0 que hemos iniciado hace una serie de años con varias series de actividades formativas, ponencias, jornadas técnicas-prácticas, publicaciones, proyectos etc. trasladando parte de nuestro conocimiento con el fin de singularizar, dignificar, reconocer y destacar los pavimentos de hormigón como unidad específica dentro del mundo de la construcción industrializada.
Nos ha costado mucho esfuerzo, tiempo y multitud de errores solventados, siempre con método empírico, para llegar a disponer de esta experiencia que ahora compartimos, siendo conscientes de que no es más que una pequeña parte del «verdadero conocimiento».
Aquellos que deseen copiar, usurpar o adquirir sin merecimiento deber tener claro que los conocimientos ‘se adquieren, se trabajan y se perfeccionan de manera propia mediante mucho trabajo, vencer barreras y superarse cada día.
En el CodE RD 470/2021 en el Capítulo 8 Estructuras de hormigón. Propiedades tecnológicas de los materiales define las adiciones en el Artículo 38 como aquellos materiales inorgánicos, puzolánicos o con hidraulicidad latente que puede ser añadidos al hormigón con el fin de mejorar sus propiedades o conferirle características especiales. El efecto de dilución es la consecuencia del reemplazo parcial de una parte del cemento por la adición mineral, que disminuye la cantidad de cemento y, consecuentemente produce un aumento en la relación agua/cemento efectivo. Para un mismo grado de hidratación del material cementício, este efecto implica un menor volumen de productos hidratados del cemento. El CodE RD 470/2021 solo contempla la utilización de Cenizas Volantes y Humo de Sílice y deja las las escorias granuladas molidas de horno alto como decisión responsable de utlización por la Dirección Facultativa según en el Artículo 3 del CodE RD 470/2021 basándose dicha decisión en el estudio experimental previo del Diseño y Caracterización del comportamiento del hormigón fabricado con la escoria y cemento que se vayan a utilizar, no solo teniendo en cuenta sus prestaciones y mejoras mecánicas sino también la mejora de la durabilidad en el ambiente en que vaya a estar ubicada la estructura.
Genéricamente se considera adición a áquel ingrediente que sobrepasa el 5% del contenido total de la masa y no es conveniente que lo hagan por el encima del 10%.
El CodE RD 470/2021 solo acepta utilizar adiciones en sinergia con el Cem I y aconsejamos un primer estudio de composición química de la suma de sus componentes con los que disponga el cemento examinando que existe un balance equilibrado y no no hay interacciones que perjudiquen las prestaciones reológicas o las determinaciones finales del hormigón.
1.Adiciones comunes en las masas de hormigón reconocidas en el CodE RD 470/2021
1.1 Cenizas Volantes
Las cenizas volantes son los residuos sólidos que se recogen por precipitación electrostática o por captación mecánica de los polvos que acompañan a los gases de combustión de los quemaderos de centrales termoeléctricos alimentadas por carbones pulverizadores.
Las Normas ASTM C618 y EN 450-1 definen dos clases de cenizas volantes: cenizas volantes de clase F y cenizas volantes de clase C.
La principal diferencia entre estas clases es la cantidad de calcio, sílice, alúmina y contenido de hierro en la ceniza. Las propiedades químicas de las cenizas volantes están influenciadas en gran medida por el contenido químico del carbón quemado.
No todas las cenizas volantes cumplen con los requisitos de ASTM C618 y EN 450-1, aunque dependiendo de la aplicación, esto puede no ser necesario.
Las cenizas volantes utilizadas como reemplazo de cemento deben cumplir con estrictos estándares de construcción.
El setenta y cinco por ciento de las cenizas volantes deben tener una finura de 45 μm o menos, y tener un contenido de carbono, medido por la pérdida por ignición, de menos del 4%.
La distribución del tamaño de partícula de las cenizas volantes crudas tiende a fluctuar constantemente, debido al rendimiento cambiante de los molinos de carbón y el rendimiento de la caldera.
Cenizas volantes clase «F”
Cenizas volantes clase «C»
La quema de antracita más dura y antigua y carbón bituminoso típicamente produce cenizas volantes de Clase F. Esta ceniza volante es de naturaleza puzolánica y contiene menos del 7% de cal. Al poseer propiedades puzolánicas, la sílice vítrea y la alúmina de las cenizas volantes de clase F requieren un agente cementante, como cemento Portland, cal viva o cal hidratada, mezclado con agua para reaccionar y producir compuestos cementosos. Alternativamente, agregar un activador químico como el silicato de sodio a una ceniza de clase F puede formar un geopolímero.
Las cenizas volantes producidas por la quema de lignito más joven o carbón subbituminoso, además de tener propiedades puzolánicas, también tienen algunas propiedades autocementantes. En presencia de agua, las cenizas volantes de clase C se endurecen y se fortalecen con el tiempo. Las cenizas volantes de clase C generalmente contienen más del 20% de cal. A diferencia de la Clase F, las cenizas volantes autocementantes Clase C no requieren un activador. Los contenidos de álcali y sulfato son generalmente más altos en las cenizas volantes de clase C.
Así mismo la norma europea UNE-EN-1:2011 especifica los criterios de naturaleza propia que han de cumplir las cenizas volantes procedentes de la combustión de carbón pulverizado para ser utilizadas como componente de los cementos comunes:
Cenizas volantes Silíceas (V)
Cenizas volantes calcáreas «W»
Con propiedades puzolánicas
Qué además de las propiedades puzolánicas tienen propiedades hidráulicas.
Las cenizas volantes no podrán contener elementos perjudiciales en cantidades tales que puedan afectar a la durabilidad del hormigón o causar fenómenos de corrosión de las armaduras.
Las cenizas volantes deben tener marcado CE (sujetas la norma UNE-EN 450-1) y la declaración de prestaciones (DdP) deberá recoger los siguientes requisitos esenciales: − Sulfatos (SO3), según UNE-EN 196-2 ≤ 3,0% − Cloruros (Cl), según UNE-EN 196-2 ≤ 0,10% − Óxido de calcio libre, según UNE-EN 451-1 ≤ 1,5% − Óxido de calcio reactivo, según UNE-EN 451-1 ≤ 10% − Pérdida por calcinación, según UNE-EN 196-2 (categoría A) ≤ 5,0% − Finura, según UNE-EN 451-2. >Cantidad retenida por el tamiz de 45 μm (Clase N) ≤ 40% >Cantidad retenida por el tamiz de 45 μm (Clase S) ≤ 12% − Demanda de agua, según UNE-EN 451-2 (Clase S) ≤ 95% − Índice de actividad resistente, según UNE-EN 196-1 >a los 28 días ≥ 75% >a los 90 días ≥ 85% − Estabilidad de volumen, según UNE-EN 196-3 < 10mm
Aún recordamos con nostalgía cuando podíamos disponer de cenizas en todo el territorio español para fabricar cementos compuestos, hormigones o morteros provenientes de las Centrales Eléctricas en la quema de carbón.
Como estos tiempos no volverán recordemos las que erán más típicas destripando sus composiciones químicas.
1.2 Humo de sílice
El humo de sílice es un subproducto que se origina en la reducción de cuarzo de elevada pureza con carbón en hornos eléctricos de arco para la producción de silicio y ferrosilicio.
El CodE RD 470/2021 establece que el humo de sílice no podrá contener elementos perjudiciales en cantidades tales que puedan afectar a la durabilidad del hormigón o causar fenómenos de corrosión de las armaduras. El humo de sílice debe tener marcado CE (sujeto a la norma UNE-EN 132631+A1) y la declaración de prestaciones (DdP) deberá recoger los siguientes requisitos esenciales:
-Dióxido de silicio (SiO2), según UNE-EN 196-2 85%
-Pérdida por calcinación, según UNE-EN 196-2 < 4,0%
-Índice de actividad resistente, según UNE-EN 13263-1+A1 100%
-Silicio elemental, según ISO 9286 ≤ 0,4%
-Óxido de calcio libre, CaO (l) ≤ 1,0% Sulfatos, expresado en SO3 ≤ 2,0%
-Cloruros (Cl-), según UNE-EN 196-2 ≤ 0,3%
-Superficie específica, según ISO 9277 (Se, en m2/g) 15,0 ≤ Se ≤ 35,0
1.3 Mejoras de estas adiciones comunes en la masa del hormigón
Estas dos adiciones se utilizan para mejorar las siguientes propiedades fundamentalmente.
mejoras en fresco
mejoras en endurecido
corrección de defectos en finura, mejor homogeneidad y compacidad de la masa, mejora de la reología, aumento del nivel del aire ocluido, aumentar las propiedades de los aditivos químicos y mejora del curado con un aumento de la retención de la evaporación del agua en el curado
mejoras disminución de la porosidad, aumento de la resistencia mecánica y química (carbonatación, sulfatos, cloruros, álcali-árido) y mejora de la resistencia a la abrasión.
Mejoras
Estas dos adiciones disponen de ciertos límites químicos y físicos reflejados en la UNE- EN 450-1 en el caso de las cenizas volantes, siendo en el caso del humo de sílice especificaciones más concretas.
Consideramos que adicionar cenizas volantes que presenten características adecuadas puede ser una solución adecuada para corregir hormigones para pavimentos, sin embargo, el humo de sílice consideramos que es una solución no factible, por su alta reactividad y excesivo coste.
Sin duda habrá que ser conscientes de los impedimentos logísticos y productivos que aporta incorporar un ingrediente más. Habrá que evaluar con los responsables de la planta de hormigón la posibilidad de contar con un silo o tolva de acopio, así de como un método de pesaje y dosificación como el que disponen para el cemento, teniendo en cuenta que las dosificaciones irán en torno a unos 20-100 kg/m3 obligando a un medio de transporte preciso. El comando central de la planta debe contar con la posibilidad de incorporar este ingrediente al cuadro eléctrico y al programa de dosificación del nuevo ingrediente que deberá reflejarse en cada albarán-parte de carga. También tener en cuenta toda la logística necesaria para disponer de este ingrediente “no usual” en la confección de hormigón común de dicha planta.
2.Otro Tipo de adiciones que no reconoce el CodE RD 470/2021
Otras adiciones que funcionan como cargas que aportan además dilución de la masa conglomerante características específicas además de las genéricas análogas a las mejoras en fresco de las cenizas volantes y el humo de sílice.
A continuación, solo analizaremos las más usuales, ya que existen aplicaciones donde se utilizan adiciones múltiples para todo tipo de aplicaciones.
2.1 Cargas Silíceas(fillers silíceos)
Las cargas deben tener marcado CEy deben cumplirla norma UNE-EN 12620.
Arenas de sílice de alta calidad y pureza, mediante un proceso de molienda muy específico disminuyen su tamaño de partícula y se clasifican para obtener granulometrías inferiores a 100 micrones. muy puras con contenidos en SiO2 de más del 99%. Aportan elevación de elevación de la alcalinidad del medio y ayuda a la solubilización de los aluminatos, lo que nos aumentarán las resistencias iniciales al generar altos niveles de epitaxia y portlantita generando cristales en la fase de intersección con los áridos.
2.2 Cargas Calizas(fillers calizos)
Las cargas deben tener marcado CEy deben cumplir la norma UNE-EN 12620.
El filler calizo no es nunca carbonato cálcico CaCo3 puro al 100% ya que contiene impurezas diversas, permitidas hasta un límite del 5%.
Estas impurezas son generalmente carbonatos magnésicos, sódicos y potásicos, aparte de SiO2.
Los alcalinos son solubles y al ser sales que proceden de ácido débil y base fuerte tienen una hidrólisis alcalina.
Ello produce una elevación de la alcalinidad del medio y ayuda a la solubilización de los aluminatos, lo que nos aumentarán las resistencias iniciales al generar altos niveles de epitaxia y portlantita generando cristales en la fase de intersección con los áridos.
2.3 Metacaolín
El metacaolín es un material cementante suplementario, dado que es un aluminosilicato activado térmicamente, que se produce al calcinar el caolín a temperaturas aproximadas a 550ºC, produciéndose una transformación de su estructura cristalina, contribuyendo en las resistencias mecánicas a edades tempranas, reduciendo la permeabilidad al permitir el refinamiento de poros. También se ha comprobado que al disminuir ese nivel de porosidad obtendremos menos eflorescencias primarias y secundarias en la superficie del conglomerado final.
2.4 Puzzolanas
Se trata de silico-aluminatos activos, las puzolanas de carácter natural proceden de rocas volcánicas y rocas sedimentarias, las segundas, de carácter artificial se obtienes por calentamiento de las puzolanas naturales. Los Aluminosilicatos presentes en la puzolana, reaccionan con el Hidróxido de Calcio liberado en la hidratación del cemento Pórtland. Esto se realiza en una reacción lenta (que disminuye el calor), consume el Hidróxido de Calcio (lo que mejora su resistencia frente a ambientes ácidos), y al realizarse la reacción rellenan los espacios resultantes de la reacción de hidratación del cemento (lo que aumenta la impermeabilidad y la resistencia mecánica).
2.5 Cenizas de cáscara de arroz
Producto de la quema controlada de la cáscara de arroz (rice husk ash, RHA) se obtiene la ceniza de cáscara de arroz que tiene propiedades altamente puzolánicas. Al igual que el humo de sílice, la ceniza de cáscara de arroz posee una elevada superficie específica (50.000 a 60.000 m2 /kg.). Está formada por partículas de sílice amorfa. Es de los subproductos industriales más reactivos, pero también de los menos utilizados ya que del 100% de la cáscara de arroz quemada solo el 20% se transforma en ceniza.
2.6 Escorias
Se obtiene en la producción del arrabio en los altos hornos flotando como gangas fundidas sobre este. En la salida del alto horno se enfrían rápidamente con duchas de agua fría para que vitrifique y guarde su energía de cristalización que se liberará en con la hidratación. Como polvo fino en la masa de un hormigón actúa como dispersante y mejora la hidratación, modifica la retención de agua, colabora con la resistencia mecánica, disminuye el calor de hidratación, mejora la durabilidad (porosidad y difusión), atenúa las reacciones deletéreas como ataque de sulfatos, agua de mar, ingreso de cloro.
2.7 Magnesitas
La magnesita es un mineral de composición química fundamentalmente carbonato de magnesio con impurezas de Fe, Mn, Ca, Co o Ni, que le dan sus variadas coloraciones. Se obtiene por calcinación y/o sinterización de carbonato Magnésico y dolomía para obtener el Oxido Magnésico MgO. Según sea el tratamiento térmico a que se someta el Carbonato Magnésico o dolomía, se obtiene dos tipos de magnesitas: Magnesita Sinterizada o Calcinada a Muerte (DBM) tratada a más de 1.800ºC. Indispensable en la Siderurgia como refractario. Magnesita Calcinada Cáustica (CCM). Tratada a unos 1.300ºC. produciéndose un Oxido Magnésico reactivo que es el que se utiliza en materiales cementícios. Proporciona durante la fase de fraguado inicial excelentes propiedades reológicas, excelente trabajabilidad, colocación y fraguados rápidos. Durante la fase de endurecimiento y fraguado final proporciona resistencias iniciales muy altas tanto en compresión, como en flexotracción.
Se puede utilizar esta adición como agente expansor que ayude en la química compensadora del volumen, no obstante en este caso conviene realizar un estudio previo que evalúe el nivel y tipo de expansión que pueden generar ya que su potencial expansivo puede resultar incontrolable.
3.Adiciones que actúan como controladores de la química compensadora del volumen de la masa de hormigón
Seguramente todo lector que esté leyendo estas líneas esperaba este punto en el cual vamos a explicar esa categoría adiciones destinadas al Control del Cambio de Volumen en las masas de hormigones.
El lector ha hecho muy bien en leer primeramente la introducción de las adiciones, los tipos y a que van destinadas para entender que todo ingrediente que se introduzca en una masa de hormigón cumple su rol individual y en conjunto cumple uno muy específico.
La reflexión que plantearemos a continuación sentará bastante polémica en el mundo de la química de hormigones para pavimentos de altas prestaciones y altas exigencias.
Ni están reguladas por el CodE RD 470/2021, ni tampoco por la UNE EN-206 por tanto tenga presente que todos estos tipos de agentes deben disponer de un marcado CE y de ensayos demostrativos que demuestren que su uso es adecuado para generar expansión en las masas cementicias de hormigones y morteros.
Dichos ensayos deben demostrar fehacientemente bajo las Normas ASTM-C878, ASTM C-157 o similares(oficiales y reconocidas) que generan dicha expansión inicial y deben estar acreditados por entidades oficiales que realicen los ensayos con la suficiente experencia, metodologia, medios y rigor como para que obtengamos la idoneidad de su uso. No todos los laboratorios son capaces de realizar los ensayos y entender que es el cambio de volumen, como se produce, como se pondera y como evoluciona.
Este tipo de adición y su funcionabilidad en la masa la analizaremos en otro artículo específico.
Compartir conocimientodesde Betonia
Este conocimiento que aquí compartimos es parte del Programa hacía el conocimiento activo y la industria de la construcción 4.0 que hemos iniciado hace una serie de años con varias series de actividades formativas, ponencias, jornadas técnicas-prácticas, publicaciones, proyectos etc. trasladando parte de nuestro conocimiento con el fin de singularizar, dignificar, reconocer y destacar los pavimentos de hormigón como unidad específica dentro del mundo de la construcción industrializada.
Nos ha costado mucho esfuerzo, tiempo y multitud de errores solventados, siempre con método empírico, para llegar a disponer de esta experiencia que ahora compartimos, siendo conscientes de que no es más que una pequeña parte del «verdadero conocimiento».
Aquellos que deseen copiar, usurpar o adquirir sin merecimiento deber tener claro que los conocimientos ‘se adquieren, se trabajan y se perfeccionan de manera propia mediante mucho trabajo, vencer barreras y superarse cada día.
Según el Código Técnico Estructural español (RD 470/2021) Cap.8/Art.28 El cemento es el aglutinante-conglomerante de todo el conglomerado. Debe ser conforme a la legislación exigente y deberá cumplir las condiciones exigidas por las Normas UNE 80 de la serie 300, la «Instrucción para la Recepción de Cementos» (RC-97) cuyo ámbito de aplicación alcanza a las obras de construcción, centrales de fabricación de hormigón preparado y las fábricas de productos de construcción con carácter obligatorio estando fehacientemente en posesión de una Marca de Calidad de AENOR o de cualquier otra entidad pública o privada oficialmente autorizada para ello en el ámbito de la Unión Europea.
Técnicamente podemos denominar cementos a los conglomerantes hidráulicos que, amasados con agua, fraguan y endurecen sumergidos en este líquido, y son prácticamente estables en contacto con él.
Se denomina cemento Portland al producto obtenido por mezcla íntima de calizas y arcillas, cocción de la mezcla hasta la sinterización y molienda del producto resultante, con una pequeña adición de yeso, a un grado de finura elevado.
El clinker de cemento Portland está compuesto principalmente los siguiente componentes:
C3S
C2S
C3A
C4AF
Alita
Belita
Celita
Felita
silicato tricálcico 3CaOSiO2
silicato bicálcico 2CaO SiO2
Aluminato tricálcico 3 CaO Al2O3
Ferrito aluminato tetracálcico 4CaO Al2 F2O3
50%-70%
15%-30%
5%-15%
5%-15%
Componentes principales de un cemento
Además existen componentes secundarios como el yeso, los álcalis, la cal libre y el magnesio libre.
–Se denomina cemento de horno alto a la mezcla de clinker de cemento Portland y regulador de fraguado en proporción superior al 20 por 100 e inferior al 64 por 100 en peso y escoria siderúrgica en proporción inferior al 80 por 100 y superior al 36 por 100 en peso.
–Se denomina cemento puzolánico a la mezcla de clinker de cemento Portland y regulador de fraguado en proporción inferior al 89 por 100 en peso, y puzolana en proporción superior al 11 por 100 en peso, englobando en el término puzolana la mezcla de puzolanas naturales, cenizas volantes y humo de sílice, este último en proporción no mayor al 10 por 100.
–Se denomina cemento compuesto a la mezcla de clinker de cemento Portland y regulador de fraguado en proporción superior al 40 por 100 e inferior al 64 por 100 en peso, escoria siderúrgica en proporción inferior al 30 por 100 y superior al 18 por 100 en peso y puzolanas naturales y cenizas volantes en proporción inferior al 30 por 100 y superior al 18 por 100 en peso.
Este blog trata de abordar asuntos técnicos relacionados con el mundo del hormigón y como la temática del cemento es muy basta y compleja si desea conocer más información del cemento: historia, procesos de fabricación, componentes y propiedades, tipos de cementos y finalmente usos recomendados según las normas Normas UNE 80.301-96, 80.303-96, 80.305-96, 80.306-96, 80.307-96 y 80.310-96 le aconsejamos visitar https://www.ieca.es/componentes-y-propiedades-del-cemento/#
No obstante antes de entrar en materia de la influencia de los cementos en el mundo del pavimento examinemos los tipos de cementos disponibles en la actualidad:
Estamos en un momento en el que prima la sostenibilidad y el ahorro energético en el mundo del cemento iniciando un camino hacía futuros cementos en los cuales habrá menos protagonismo del clinker y más cementos compuestos con adiciones que aún ni conocemos. Una de estas adiciones será la arcilla calcinada denominada «Q» que ofrece al menos bastantes susceptibilidades para usos en hormigones de pavimentos, debido a problemas conocidos de dificil resolución: «aumento del agua libre en la masa, aumento de distribución de finos en tamaños medios 125-200 µ con mayor blandura. etc»… con ello dispondremos de reologías menos homogéneas, con patologías no deseadas: exudación, sangrados, sedimentaciones, falsos fraguados, etc. aumentando también las dispersiones en el conjunto del suministro que en definitiva generarán finalmente pavimentos con mayores retracciones y microfisuraciones incluso a plazos cortos de tiempo.
Si hasta la fecha con todas las variables disponibles teníamos un trabajo arduo, con estas adiciones el Diseño de hormigones para pavimentos se tornará especialmente dificultoso y en muchas ocasiones será del todo imposible poder disponer de un diseño adecuado para realizar este tipo de pavimentos.
Rol del cemento en una masa de hormigón para pavimentos de altas prestaciones y altas exigencias
Cabe recordar que un pavimento denominado de altas prestaciones y altas exigencias debe disponer del mejor diseño, los mejores materiales, las mejores producciones, el mejor suministro y el mejor mimo y trato productivo en obra.
Como punto de partida debemos tener en cuenta que el cemento es el componente que hace posible que todas las partículas se puedan unir. Su función de rol principal es que permita generar una excelente debiendo siempre crear quimicamente simbiosis, sinergias, compatibilidades y haciendo posible que estas uniones mecánicamente generen materiales que aumenten el estado límite de durabilidad y el coeficiente «n» de durabilidad.
Utilizar cementos inadecuados por su naturaleza, por su calor de hidratación (que hay que adecuar a los gradientes necesarios de la obra), por incompatibilidad con ciertas adiciones que utilicemos (expansores, cenizas, humos de sílice, metacaolín, etc) al igual que no utilizar las cantidades necesarias para que pueda cumplir sus prestaciones objetivas es un error común en el Diseño y preparación de cualquier proyecto de pavimentación que suele descubrirse tarde sin posibilidad de rectificación y que finalmente generará pavimentos fallidos.
Nadie que no conozca las generalidades y peculiaridades del cemento y sus prestaciones a la masa debería realizar el diseño al igual que escoger el tipo y cantidad del cemento.
Todo este trabajo debería realizarse previamente con un estudio minucioso previo de «Diseño y Caracterización» por parte de profesionales acreditados que analicen la naturaleza del cemento y la masa conglomerante, la composición química, y temas clave como son su calor de hidratación, su tasa de hidratación, sus contenidos en: SO3, Cl, NaO2-K2O, MgO, CaO, sus niveles de expansión en mm, su pérdida de calcinación, su cantidad de residuo insoluble, sus niveles de inicio y final de fraguado y finalmente su determinación a las resistencias mecánicas(Resistencias Compresión MPa). estableciendo finalmente su factor «k» a este respecto, partiendo que un Cem I 52,5 R será un cemento con factor k=1 y el resto habrá que determinarlos con los niveles de resistencia arrojando un recorrido y curvas de regresión lineal en el tiempo que arrojarán diferentes resultados a diferentes edades que habrá que tener en cuenta en el resultado real en obra.
Otros puntos influyentes en la decisión del cemento a escoger será la climatología, la disponibilidad logística y las características de la planta intentando entablar conversaciones técnicas con el Departamento Técnico de la Industria Cementera de la zona, los responsables técnicos de la planta de hormigón y la Dirección Técnica de la Obra, conociendo a fondo los pros y contras del cemento escogido.
Aunque la normativa española no contempla la mezcla de cementos, la normativa Europea EN 206-1:2000 si lo permite y en diferentes situaciones, previos ensayos exhaustivos de idoneidad, podemos realizar mezclas entre varios tipos de cementos, siempre avalados por esos estudios técnicos y que justifiquen su uso. Por supuesto habrá que comprobar que la planta de hormigón está dispuesta y preparada para utilizar y acopiar varios tipos de cementos.
Determinar que tipos de cementos son los adecuados para utilizar en pavimentos de hormigón de altas exigencias y altas prestaciones como hemos no es un asunto fácil, pero si podemos determinar ciertos aspectos que pueden ayudar:
Cantidad de cemento a dosificar en la masa
Una cantidad correcta de cemento estaríaen torno al 11% al 13,5% respecto al total de la masa fresca y teniendo en cuenta de cada tipo de cemento la cantidad objetiva será diferente.
Una mayor cantidad de masa conglomerante(cemento+adiciones) no es un objetivo eficaz, ni tampoco coherente.
La cantidad y el tipo de cemento, es un punto obligado a estudiar según las diferentes épocas estacionales y el entorno de la obra si deseamos obtener los éxitos esperados.
Características químicas, físicas y mecánicas
Todas las características del cemento a utilizar deben cumplir la normativa vigente con los valores mínimos exigidos y debemos utilizar aquellos que procedan de moliendas evitando los que procedan de simples mezclas físicas:
Características Químicas«Determinaciones a examinar» :
Pérdidas por calcinación(<5%)
Residuo insoluble(<5%)
Cloruros(<0,1%)
Trióxido de azufre(<3,3%)
C3A(<5%)
C3A+CA4F(<22%)
Sodio Equivalente(<0,6%) Na2Oeq = % Na2O + 0.658 X % k 2O
Grado de finura según UNE 80-122 Cuanto más fino sea el cemento, mayor es el riesgo de reacciones C3A no controladas con otros ingredientes en el hormigón. Los cambios de más de 50 m2/kg pueden indicar cambios potenciales en el rendimiento de la mezcla. siendo una característica íntimamente ligada al valor hidráulico del cemento ya que influye decisivamente en la velocidad de las reacciones químicas que tienen lugar durante su fraguado y primer endurecimiento afectando directamente en el nivel de tasa de hidratación y la generación rápida de calor liberado. El cemento portland consiste en partículas angulares individuales, con una variedad de tamaños resultantes de la pulverización del clínker en el molino Aproximadamente 95% de las partículas del cemento son menores que 45 micrómetros, con un promedio de partículas de 15 micrómetros. La distribución total del tamaño de las partículas del cemento se llama “finura”. El grado de finura depende del tiempo de molienda del Clinker y se determina siguiendo el método ASTM C204-07 Blaine “Standard Test Methods for Fineness of Hydraulic Cement by Air-Permeability Apparatus”expresando en cm2 la superficie de gramo de material cuyas partículas estén totalmente sueltas, siendo un procedimiento difícil de realizar. Así tendremos finuras altas que generarán cementos más rápidos y proclives a la retracción, por el contrario, cuanto más baja sea la finura tendremos cementos más lentos y con menor cambio de volumen. Así es muy importante tener en cuenta que una partícula pequeña reaccionará mucho más rápidamente que una partícula grande. Una partícula que tiene un diámetro de 1 µm reaccionará completamente en aproximadamente 1 día, mientras que una partícula con un diámetro de 10 µm reaccionará completamente en aproximadamente 1 mes. Las partículas de más de aproximadamente 50 µm probablemente nunca reaccionarán completamente, incluso si hay una fuente suficiente de agua. Claramente, la distribución del tamaño de partícula es crítica para controlar la velocidad a la que un cemento fragua y gana fuerza. Debe haber una cierta cantidad de partículas pequeñas para garantizar que el cemento se active y endurezca en un tiempo razonable, pero si hay demasiadas partículas pequeñas, el cemento se asentará demasiado rápido, sin dejar tiempo para una mezcla con dispersión efectiva y posteriormente una trabajabilidad de la masa correcta. El proceso de molienda hasta la fecha tiene una tendencia natural a producir una amplia gama de tamaños de partículas, la tendencia de la industria cementera pasa, como hemos mencionado, en restar protagonismo al clinker y pasarlo a diferentes adiciones generando cementos con superficies específicas altas e irregulares con toda la problemática que esto conllevará.
Tipos de cementosejemplos
Sup.EspBlaine g/cm2
CEM I 52,5 R
4.300
CEM I 52,5 R/NSR5(BA)
3.900
Cem I 42,5 R
3600
CEM BL I 52,5 R
4.300
CEM BL II A-LL 42,5 N
4.200
Cem II A-L 42,5 R
4.300
Cem II A-M(V-L) 42,5 R
3.923
Cem II A-S 42,5 N/SRC
3.950
Cem III A 42,5 N/SR
4.200
Cem III B 42,5 N/SR
3.500
Nota: datos genéricos promedios obtenidos de de ensayos diversos en laboratorio de Betonia.
Características FísicasCaracterísticas Químicas«Determinaciones a examinar»:
Tasa y Tiempo de hidratación que no debe superar el 28%
Expansión Le Chartelier (≤10mm)
Velocidad de Fraguado UNE -EN 197-1 min. ≥60 mins.
Calor de hidratación de acuerdo a ensayo de acuerdo a norma UNE-EN 196-9, procedimiento Bogue según composición química ASTM C-150-41 con límite para cementos LH <270 j/g-64,53 cal/g a 41 h
Características mecánicas
La característica mecánica exigida a cada cemento queda determinada por los resultados de Resistencia a compresión MPa UNE-EN 196-1 la que se establezca mínima para cada tipo de cemento.
Cabe señalar que los cementos con alto contenido de C3A (>8%) son más propensos a generar desequilibrios de los aluminatos y/o sulfatos.
Los cambios de más del 2% pueden indicar cambios potenciales en el rendimiento de la mezcla, especialmente con respecto al riesgo de endurecimiento temprano del hormigón.
Del mismo modo, no es el contenido total de sulfato lo que preocupa, pero es más probable que los materiales con bajo contenido de sulfato (<3%) sean problemáticos.
Los cambios de más del 0.5% pueden indicar cambios potenciales en el rendimiento de la mezcla, especialmente con respecto al riesgo de endurecimiento temprano del hormigón.
Si disponemos de adiciones que generen aumentos de calor de hidratación o expansión en la masa debemos tener en cuenta que el contenido en sulfatos debe ser muy contenido y estable.
Los cementos con alto contenido de álcali (>0,8) son generalmente más reactivos y, por lo tanto, pueden ser más propensos a reacciones inesperadas o desequilibradas que incluyen un mayor riesgo de agrietamiento y problemas en el sistema de vacío de aire. Los cambios de más del 0.2% pueden indicar cambios potenciales en el rendimiento de la mezcla.
Calor de hidratación y aspectos químicos a tener en cuenta
Con la adición del agua en la masa, los componentes del cemento empezarán a hidratarse, obteniendo en su mayoría, silicatos de calcio hidratados (C-S-H), que, a su vez, empezarán la formación de una matriz cohesiva microestructural, produciendo un intenso aumento de la actividad química y termodinámica durante un corto periodo de tiempo.
Esta microestructura masiva, se produce por el aumento progresivo del número de hidratos formados dentro del esqueleto poroso. A medida que la microestructura gana en C-S-H, la mezcla ganará en madurez y con ello irá de endurecimiento.
Esta actividad ocurre al reaccionar, por ejemplo, el agua con el C3A, dando lugar a la aparición de semihidratos cristalinos del tipo C3AH6, C4AH9 y C2AH8 y de compuestos más complejos como la etringita Ca6[Al(OH)6]2(SO4)3·26H2O o más sencillos como la portlandita Ca(OH)2.
A este período le sigue otro caracterizado por una ausencia de actividad química, en el que se forma una corteza protectora alrededor de las partículas de cemento, que justifica el mantenimiento de la mezcla en estado plástico.
Inmediatamente después de la introducción de agua en la mezcla de cemento, se produce un intenso aumento de la actividad química durante un pequeño período de tiempo.
La hidratación del cemento Pórtland puede ser analizada como la suma de todas las reacciones de los compuestos individuales del cemento, interactuando simultáneamente entre sí y disponemos de los cálculos de determinación de los calores de hidratación individuales de los componentes, así como la velocidad de desarrollo del calor de hidratación y las resistencias que conjuntamente desarrollarán gracias a los estudios realizados por por los investigadores Bogue y Lerch.
Tengamos en cuenta que la reacción de hidratación es exotérmica, es decir, libera calor y cada componente del cemento lo hará en cantidades y tiempos diferentes condicionado por diversos factores, como la finura del cemento o la mayor o menor presencia de los productos químicos que forman el clinker.
Justo después de la mezcla, el C3A, que es el más activo de los componentes del clínker, reacciona con el agua, disolviéndose Ca2+ y OH(portlandita) de la superficie de los granos, que queda recubierta de una capa de hidrosilicatos, lo que propicia el aumento del pH de la solución y la formación de un gel rico en AlO4, que a su vez reacciona con los sulfatos en suspensión provenientes de la disolución del yeso utilizado como regulador de fraguado, para dar lugar a cristales de etringita . El fuerte pico que puede verse en la etapa I corresponde a la disolución de C3S, que es altamente exotérmica, con lo que hay un rápido incremento de calor que cesa a los 15-20 minutos debido a la formación de una membrana alrededor del C3S y el C3A por la precipitación de silicato cálcico hidratado insoluble.
Este hecho produce en la pasta de la masa lo que se denomina “período durmiente” (etapa II), en donde hay una significativa reducción en la velocidad de los procesos de hidratación.
Ello es debido a la formación de una membrana alrededor de las partículas en hidratación que restringe el contacto de éstas con el agua exterior.
En esta etapa, se origina en la mezcla un aumento en la concentración de iones Ca2+, que atraviesan la membrana, aumentando su presión interna hasta que, eventualmente, ésta se rompe, lo que provoca una rápida liberación de iones SiO44 en una solución rica en iones Ca2+. Esto causa una reacción inmediata, con la formación de un gel de C-S-H en forma tubular, que fluye a través de la rotura de la membrana, creciendo a medida que van escapando productos de hidratación. Este proceso marca el fin de la fase durmiente y va acompañado por la deposición de cristales de Ca(OH)2(portlandita) desde la fase acuosa.
La primera parte del periodo durmiente (un poco más allá de la mitad), corresponde al momento en que la mezcla todavía se puede colocar. A medida que la concentración de los compuestos aumenta, termina el periodo durmiente, comenzando a formarse los primeros hidratos y como consecuencia la microestructura.
Al final de la etapa II, comienzan a hidratarse la alita y la belita, con la formación de silicato cálcico hidratado e hidróxido de calcio; esto corresponde al inicio de la tercera etapa de hidratación del cemento portland o inicio de fraguado, durante la cual aumentan las resistencias de la mezcla; los granos de cemento reaccionan desde la superficie hacia el interior y la parte anhidra de las partículas va reduciéndose. Al continuar la hidratación del C3S y del C3A, aumentando la concentración de sulfatos y aluminatos, se produce un pico de calor en la mezcla que tiene su máximo al final de esta etapa, momento que corresponde al final de fraguado.
Por último, en la cuarta fase, los productos de hidratación forman una densa corteza alrededor de las partículas originales, que actúa como una barrera para la difusión de iones, disminuyendo la velocidad de reacción. De esta manera, el proceso de hidratación es controlado por la velocidad de difusión de iones a través de los productos de hidratación.
El calor de hidratación disminuye proporcionalmente, aunque se muestra un pico en el momento en que la etringita se vuelve inestable y, debido a la alta concentración de aluminatos, reacciona con ellos para convertirse en monosulfato.
Calor de hidratación consejos básicos para escoger el cemento
En invierno con gradientes bajos en la masa se deberá vigilar que dispongamos de un cemento con alto poder de calor de hidratación(>150 cal/g) y que haya una cantidad mínima que nos asegure la madurez y endurecimiento de la masa lo más inmediata posible generando resistencias iniciales y finales mínimas que cumplan las exigencias marcadas, todo ello procurando una evolución del fraguado correcta y homogénea en todo el suministro además asegure una correcta velocidad de fraguado que ayude a la producción del pavimento.
Por el contrario, en verano procuraremos escoger un cemento con el menor poder de calor de hidratación posible(<75 cal/g) sumado a un estudio, diseño y caracterización de la receta que evite o mitigue con las temperaturas altas súbitas velocidades de fraguado, cristalizaciones inmediatas y pérdidas rápidas de consistencia que impidan una trabajabilidad acorde y una puesta productiva correcta.
No debemos olvidar que si utilizaremos en el pavimento una capa de rodadura endurecedora(Dry-Shake) debemos conocer también el cemento con el que está compuesta, así como su composición química y sus valores de calor de hidratación ya que serán parte en la intersección de la mezcla de parte de la pasta de mortero migrada a la superficie del propio hormigón utilizado que se mezcla en el proceso del pulido con esa capa de rodadura y debemos evaluar si existe interacciones o simbiosis importantes entre las mismas.
Entorno-ambiente, necesidades y características de la obra
Un entorno o ambiente agresivo en la obra puede que obligue al requerimiento obligatorio de algún cemento específico.
Caso 1: Tipos de ambientes que obliguen a utilizar cementos resistentes a ambientes químicamente agresivos.
Caso 2: áridos con partículas potencialmente reactivas en medios alcalinos que obliguen a utilizar cementos con contenidos alcalinos <5%. y muy bajo contenido en Al2O3·3CaO (≤3,5%), que confieran muy baja alcalinidad para buscar la mayor inhibición a la patología de reactividad alcalina de esas partículas potencialmente reactivas.
Necesidades especiales productivas del pavimento
Si disponemos de condiciones especifícas singulares en la producción del pavimento quizás generen exigencias específicas que obliguen a utilizar cementos rápidos o lentos, por climatología, temperatura ambiente, productividad, etc.
Color y uniformidad estética
En cuanto al color y uniformidad del mismo habrá que tener en cuenta que siendo un pavimento que necesita condición final estética, por ello no debemos utilizar cementos que generen destonificaciones(típicas en algunas adiciones de puzolanas naturales), cementos muy oscuros y desde luego que no hagan migrar partes de sus componentes como lo hacen algunos cementos compuestos II con ceniza volante que puedan contener cantidades de partículas inquemadas con altos contenidos en CaO reactivo que generan hidróxidos de calcio al migrar por los poros capilares a la superficie generando eflorescencias por doquier y problemáticas diversas en el pavimento final como pueden ser las temidas delaminaciones.
Fotografía microscopio partículas de cenizas con CaO
Compartir conocimientodesde Betonia
Este conocimiento que aquí compartimos es parte del Programa hacía el conocimiento activo y la industria de la construcción 4.0 que hemos iniciado hace una serie de años con varias series de actividades formativas, ponencias, jornadas técnicas-prácticas, publicaciones, proyectos etc. trasladando parte de nuestro conocimiento con el fin de singularizar, dignificar, reconocer y destacar los pavimentos de hormigón como unidad específica dentro del mundo de la construcción industrializada.
Nos ha costado mucho esfuerzo, tiempo y multitud de errores solventados, siempre con método empírico, para llegar a disponer de esta experiencia que ahora compartimos, siendo conscientes de que no es más que una pequeña parte del «verdadero conocimiento».
Aquellos que deseen copiar, usurpar o adquirir sin merecimiento deber tener claro que los conocimientos ‘se adquieren, se trabajan y se perfeccionan de manera propia mediante mucho trabajo, vencer barreras y superarse cada día.